
![]()
2019/3/4 ロジ
【失敗しない!中国ものづくり|第7回】市場で突然発生したスポット溶接剥離
- 第1回:『中国での不良品やトラブルの原因は60%日本人にあり』
- 第2回:『中国人の「問題ない」に潜む3つの意味』
- 第3回:『勝手に変更される金型』
- 第4回:『「機能するから問題ない」の品質感覚』
- 第5回:『「専門学校を出ています」「検査するから問題ない」と言い切る中国人』
- 第6回:『市場で突然割れ始めた液晶モニターのリアカバー』
先回のコラムでは、日系商社経由で部品作製を依頼した場合に、設計者が部品メーカーの存在を確認していなかったことによって発生した問題をお伝えしました。今回はそれに加え、製造現場の確認がいかに大切であるかをお伝えします。
生産開始3ヶ月後に、突然発生したスポット溶接剥離
私が日本のプロジェクター設計部門から中国に出向し、1年も経ってない頃のことでした。私の業務は日本の設計者と中国の部品メーカーとの橋渡しをするというものでした。日本の設計者から新規部品の図面や3Dデータを受け取り、中国の部品メーカーでその部品の金型を作製し量産につなげる仕事でした。私はまだ中国での経験が浅く、中国特有の仕事の仕方を良く理解しておらず、日本で設計者をしていたときと同じような仕事の仕方をしていました。
ある日、生産が開始され約3ヶ月が経過した新機種のプロジェクターにおいて、市場で内部にあるランプに異常が発生しました。市場クレームとしては、ランプボックスをランプ交換時に取り外したところ、その内部からカランコロンと音がするというものでした。さらにその音は、ランプボックスの内部に転がっている板金が原因であるとの報告を受けました。詳細に原因を調査した結果、その板金とはランプボックス内部にあるプレス部品が溶接剥離して転がっていたというものでした。
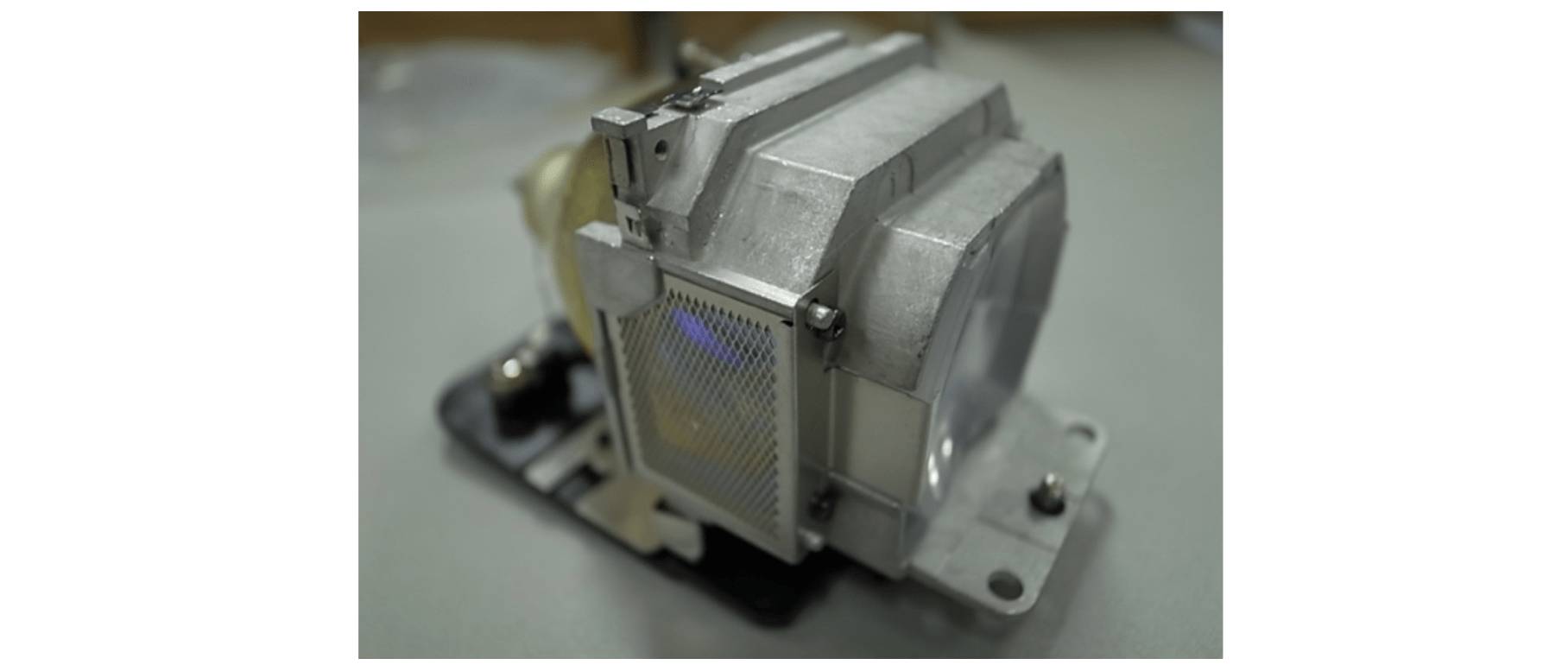
図1 プレス部品が溶接剥離したランプボックス
このランプボックスは私が中国に赴任して最初に手がけた部品でした。私が日本の設計者から新機種の図面と3Dデータを入手し、中国の部品メーカーで金型を作製し量産につなげた部品でした。
このプレス部品は、プロジェクター内部で約1000度近くまで温度上昇するランプをある一定温度まで効率良く冷却するための、ファンからの風向きを調整するものでした。板厚が0.3mmの2つのプレス部品をスポット溶接したもので、とても繊細な部品でした。このスポット溶接が剥離してしまったのでした。
私はこの部品を中国にある日系商社に発注していました。板厚が0.3mmの板金は薄い材料として特殊な部類に入り、取引のある中国ローカルのプレスメーカーでは扱うことができなかったため、安心できる日系商社に発注したのでした。その日系商社には日本人が駐在していて、私は日本と同じように打ち合わせを行い安心した気持ちで金型作製から量産までを行なっていました。私が日本で設計を行なっていたときと同じようにこの日系商社に全てを任せ、この日系商社がどこのメーカーに部品を発注しているか、またどのようにして部品が製造されているかなどは知ろうとはしませんでした。今考えると、これは中国での部品作製ではありえないことだったのです。しかし中国に駐在して1年も経っていない私は、中国での仕事の仕方を良く理解していなかったのでした。
原因は2次メーカーに外注された溶接工程
原因はすぐには判明しませんでした。もちろんこの日系商社に調査を依頼したのですが、この商社も私と同様にプレスメーカーに部品の作製を依頼しただけで、そのプレスメーカーでどのように部品が製造されているかを良く知らなかったようです。一度問題が発生してしまうと、部品メーカーは口を閉ざしてしまう傾向があるので、原因を究明することはなかなか困難になってきます。
調査を開始して3〜4日過ぎたある日、大きな進展がありました。剥離したスポット溶接は日系商社が部品作製を依頼したプレスメーカー(1次メーカー)とは別のメーカー(2次メーカー)で溶接されていた可能性があるという情報が入りました。その理由は、プロジェクターの生産台数が増えたため1次メーカーでは溶接作業が追いつかず、生産個数の一部をスポット溶接工程のみ2次メーカーに外注していたのでした。そして発注ロットごとのさらなる調査の結果、2次メーカーが溶接した部品のみに溶接剥離が発生していることが判明しました。
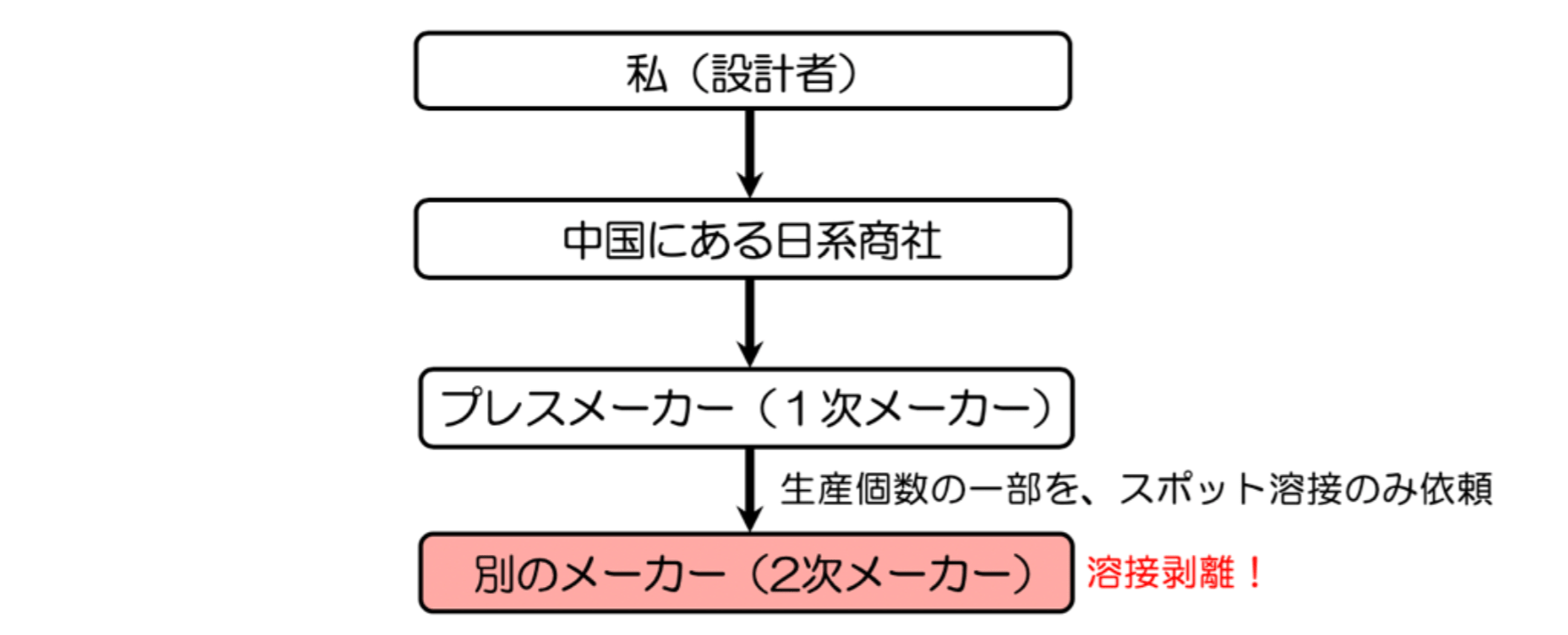
図2 2次メーカーに外注されていたスポット溶接工程
この日系商社は2次メーカーの存在を全く把握していませんでした。日系商社は日本の商社の子会社であり、日本では大きな企業であっても現地の会社はとても小規模である場合が多くあります。その日系商社のエンジニアは6人しかおらず、その中で日本人は2名でした。そのたった2人の日本人のエンジニアが中国人のエンジニアを指導しつつ、部品メーカーの選定や品質の指導を行なっていたのでした。商社は多くの部品メーカーと取引をしていますが、これでは力不足であることは否めません。そこに私は日本で仕事をするときと同じような仕事の仕方で、新規部品の金型作製から量産までを完全に頼りきっていたのでした。
スポット溶接は手作業だった
この問題は、スポット溶接が手作業で行なわれていたことにも原因がありました。スポット溶接では、溶接強度が加圧力や通電時間などに左右されます。この工程が手作業で行われるということは、溶接強度が作業者の作業バラツキに大きく左右されるということです。そしてそのバラツキのある溶接作業が、さらに2次メーカーに外注されていたのでした。2次メーカーでは作業者はもちろん異なるので、1次メーカーと同じ溶接強度を保てるはずもありませんでした。
溶接強度がしっかりと図面に記載されていれば問題ないはず、と思われる方も多いかもしれません。確かにそれも一理あります。設計者は生産開始前に承認用の部品と同等の部品において最終試験を行い、それが品質的に満足することを確認してから部品を承認します。生産が開始され承認された部品と同等の部品が市場に出回り、それが溶接強度の実績となります。よってたとえ図面で指示をしている溶接強度を満足していたとしても、それが生産開始後に突然変わってしまうと、大きな問題に発展する可能性は十分にあります。このような事態を避けるため、一般的には部品メーカーには4M変更をその部品を発注した企業に連絡するというルールがあります。
4MとはMan(作業者)、Machine(工作機械、装置)、Material(材料)、Method(作業方法)のことです。今回の問題ではManとMachineが明らかに変更されていました。本来なら4M変更の連絡が日系商社を経由してなければならなかったのですが、日系商社もこのことを把握していなかったのでした。また商社を経由して部品発注がなされた場合、商社の依頼する部品メーカーにもこの4M変更の連絡義務があるかも曖昧になっていたという事実もありました。
最終的にはスポット溶接の工程を1次メーカーに再度集結させることにしました。さらに溶接機を購入して治具を作製することによって手作業工程を無くし、溶接条件も明確にしました。「誰」が作業しても「同じ作業」になる工程にしたのでした。その結果、これ以降にスポット溶接の問題が発生することはありませんでした。
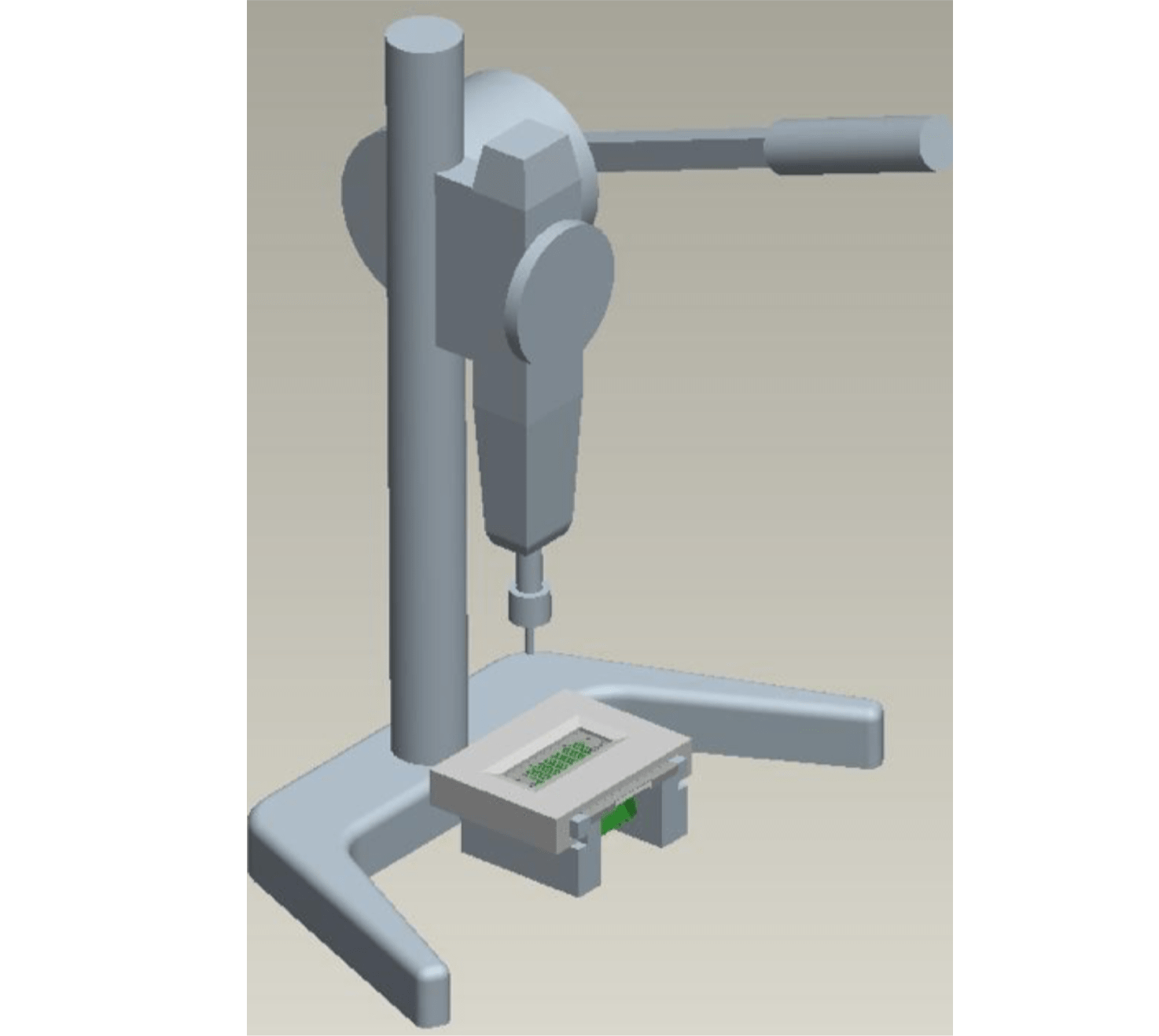
図3 作業を安定させる溶接機と治具
当時の私に欠けていたこと
当時の私に欠けていたことは次の2つでした。一つ目は日系商社に部品作製の全てを任せ、日系商社の依頼したプレスメーカー(1次メーカー)を自ら確認しようとしなかったことでした。自分の部品がどこで作られているか知らずして生産を開始していたのでした。私は信頼できる日系商社で部品を作製依頼したのだから、品質に問題が起こるはずはないと勘違いしていたのでした。
二つ目は部品が製造される工程の作業方法を確認しようとしなかったことでした。自分の依頼した部品がどのように製造されているか全く知ろうとしなかったのでした。日本では品質的な問題が非常に少ないので、それに慣れきっていた私は製造現場を確認することを怠っていたのでした。
今回は、1次メーカーが独自の判断で2次メーカーに外注していたのですが、もし私が1次メーカーを訪問してスポット溶接工程を確認していたら、手作業を無くし溶接機の導入と治具の作製を依頼していたかもしれません。また、少なくとも私がスポット溶接の手作業工程にバラツキの懸念を指摘していれば、1次メーカーは外注をしなかったかもしれません。
中国での部品作製で大切なこと
中国で日本と同じような仕事の仕方をしていては、日本のような品質的に満足できる部品を作製することはできません。私が大切にしていることは次の2つです。
一つ目は、どこでどのように部品が製造されているかを確認することです。当たり前のようですが日本国内では信頼できる部品メーカーが多いので、ついこの確認を怠りがちです。中国ではある部品メーカーに発注しても、実は全く別の部品メーカーで2次加工がされている場合が多くあります。実は日本でも同じようなことはあるのですが、品質レベルがとても高く、そのことが問題となることがほとんどないのです。
二つ目は、「誰」が作業しても「同じ作業」になる工程にすることです。中国では人の入れ替わりがとても激しいです。また、いくら作業方法と手順を決めても、作業者が独自の判断で勝手にそれらを変えてしまうことがあります。よって手作業は極力なくし、治具を作製して作業方法の画一化を図る必要があります。
図4 中国での部品作製で大切な2つのこと
中国などのアジア圏での部品作製は、設計者や品質保証部の担当者の負担がとても大きくなります。出張回数も増え費用が発生します。しかしそれを加味してもメリットがあるから進出していると考える必要があります。日本と同じような仕事の仕方をしていて、部品や金型のコストだけ安くなるはずはありません。私たちはそのことをしっかり理解しておく必要があります。
───────────────────────────────────
~リモート会議だけで中国企業とスマートに仕事を進めるテクニック~
研修の開催ご案内
ローカル部品メーカーの日本語通訳が日々行っている
日本人ではなかなか知り得ないテクニックをお伝えします。
日程と時間:ご希望の日程と時間をご連絡ください。
詳細情報URL:https://roji.global/korona-kennshu2/
───────────────────────────────────
![]()