![]()
2017/7/28 ものづくりニュース
背圧とサックバック|成形で生計を立てる
※当コンテンツは『サンセイ』の提供でお届けいたします。
射出圧力には、一次圧と二次圧(保圧)があることを説明しました。
しかし、それら圧力以外の圧があります。それは、射出前にかける圧力、一番最初の可塑化の際の圧力というのが正しいですね。
それが背圧です。そんなにいろんな圧力をかけてどうするんでしょう……実はそれぞれの圧には異なった目的があるのです。
樹脂が一次圧、二次圧で金型に押し込まれると、やがて冷却して固まりはじめます。
キャビティ内に入った樹脂が固まるのと同時進行で、次ショットの可塑化用、樹脂がホッパーから送り込まれようとします。
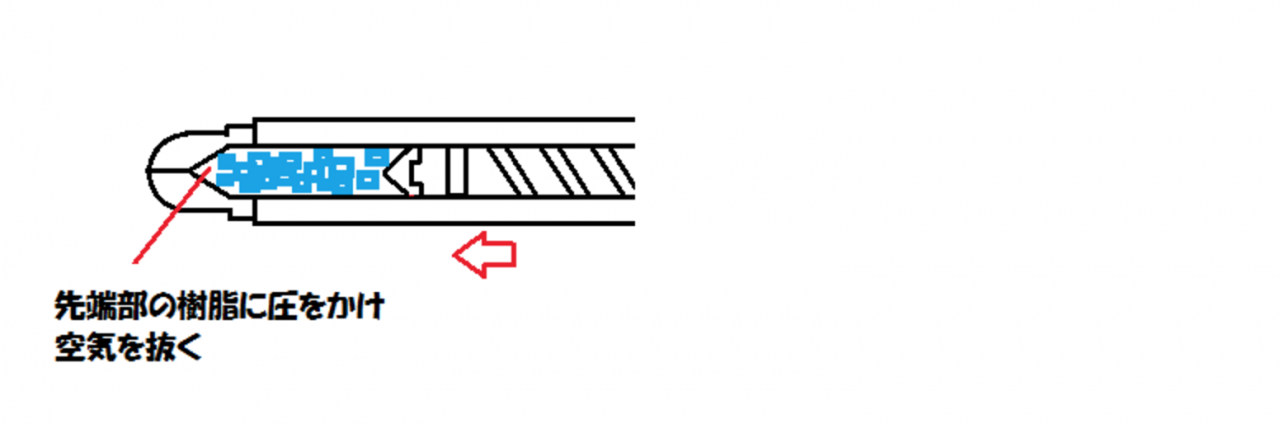
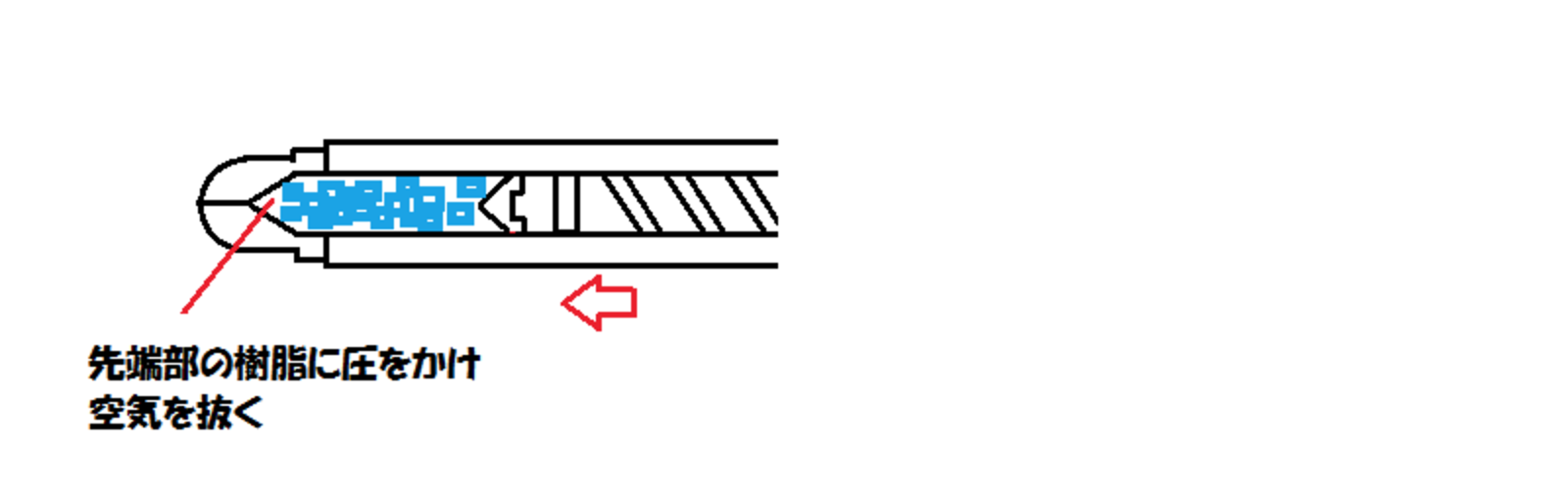
その際に、スクリュー先端にある樹脂に圧力がかかり、後方へ逆戻りする力が働きます。これを抑えるためにかける圧力を背圧と呼んでいます。
通常は5~10MPa程度で設定します。
もし、背圧をかけないと、溶融した樹脂は空気を巻き込んでしまいます。
背圧とは、次ショットのスクリュー先端樹脂から空気を抜きながら、十分に混練させる為の圧力、と覚えておいたら良いと思います。ペレットに顔料を混ぜて応急的に着色するような場合は特に高い背圧が必要です。
さて、やがて冷却が終わると、型が開きます。
冷却中とほぼ同時に次ショットの可塑化も終了しています。背圧がかかったままだと、開いた型のノズルから樹脂がハナタレを起こします。
サックバックは可塑化後、一旦スクリューを止めて後ろに下げる事で、ノズルからの(ハナタレ)ドローリングを防ぐために行います。通常設定値は2~3mmです。
樹脂が金型に注入されて冷えていると同時に、次の樹脂は可塑化が始まっていますので、ちょっとこのあたりは、機械を見ながら出ないと説明が難しいかも知れません。
![]()