![]()
2017/7/14 ものづくりニュース
可塑化計量 | 成形で生計を立てる
※当コンテンツは『サンセイ』の提供でお届けいたします。
「可塑化」とはホッパーから入った樹脂が加熱とスクリューの回転で溶融することです。
可塑化した材料を溜める事を計量と言いますが、この工程を可塑化計量というひとつの言葉で表現する事が多いです。
可塑化計量のために機械に入力する「条件出し」がとても重要です。
温度設定
ノズル・前部・中央部・後部・後々部・ホッパー下とすべて温度数値を入力します。
一般的には、前部を基準に後ろへ行くほど5~10℃低く設定します。
各樹脂メーカーがカタログで推奨温度範囲を提示しているのでこの温度を参考にします。概ね200℃前後が一般的です。
型開閉設定(型が開くスピードの調節)
動画でもないとちょっとわかりにくいかも知れませんが、最初はゆっくり開き、ガイドピンが抜けると急に早くなるように設定します。
型閉めは逆に最初早めに閉まり、ガイドピンが接触する手前でスピードを落とします。
金型を傷めないようにする為と、工程時間を早める為のバランスで調整します。
ストロークの位置
ストローク計算で求めた値+クッション量+サックバックを考慮した数値で入力します。
クッション量=成形品を安定化させるためには保圧をかけるが、保圧に必要なスクリュー先端に残す樹脂のこと。
サックバック=可塑化完了後、スクリューの回転が止まり後退することで溜まった樹脂の圧力を抜く動作のこと。
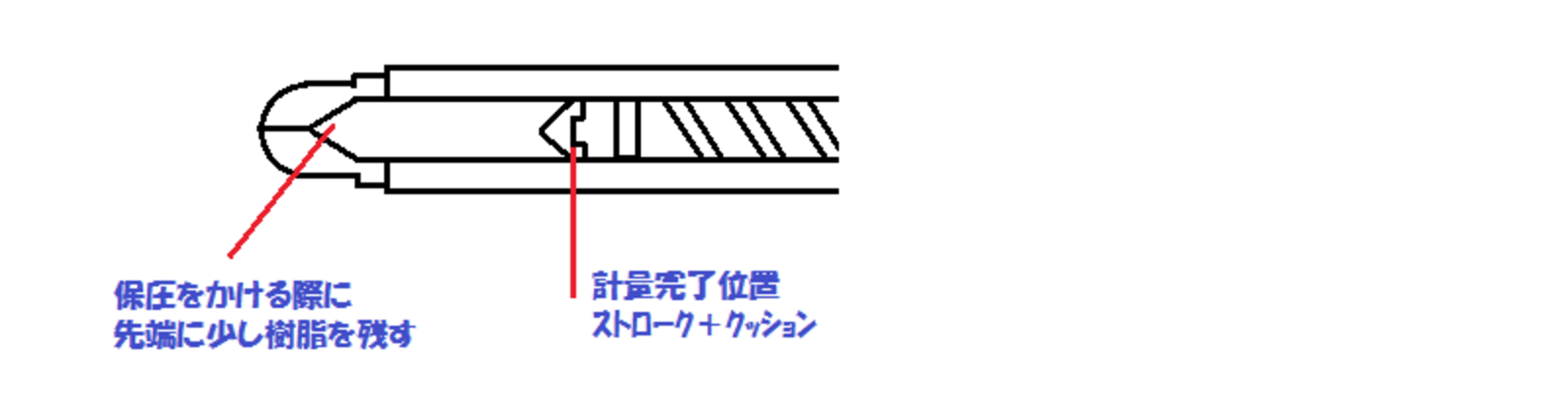
クッションは2~3mm程度、計算値に加えて「可塑化位置」に入力する。サックバックも2~3mm程度の数値を「サックバック幅」に直接入力する。
スクリューの回転速度に関しては概ね、100rpm程度で入力します(50~150rpmの範囲で設定)。
![]()