![]()
2017/7/21 ものづくりニュース
射出圧力|成形で生計を立てる
※当コンテンツは『サンセイ』の提供でお届けいたします。
プラスチックを射出成型するためには、スクリューから押し出すには圧力が必要です。
では、樹脂を押し出すためには一次圧と二次圧という二つの圧力設定が必要なのはご存じでしょうか?
一次圧とは、樹脂を押し出すのに必要な圧力です。初めての方は、80MPaで設定しましょう。(そこはテキトーです)一次圧は圧力よりも速度を優先しているので、圧力は目安でしかありません。
ただし、あんまりテキトーだと、オーバーパックや不必要な成形ヒズミ(残留応力)が発生しますが……。
一次圧では圧力ではなく速度を一生懸命考えます。一速、二速と、スピードも自在に変えられます。
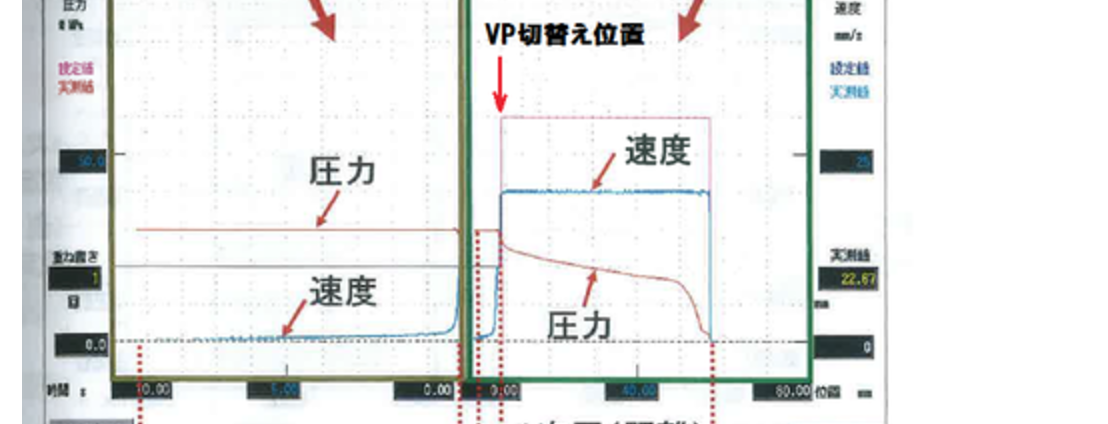
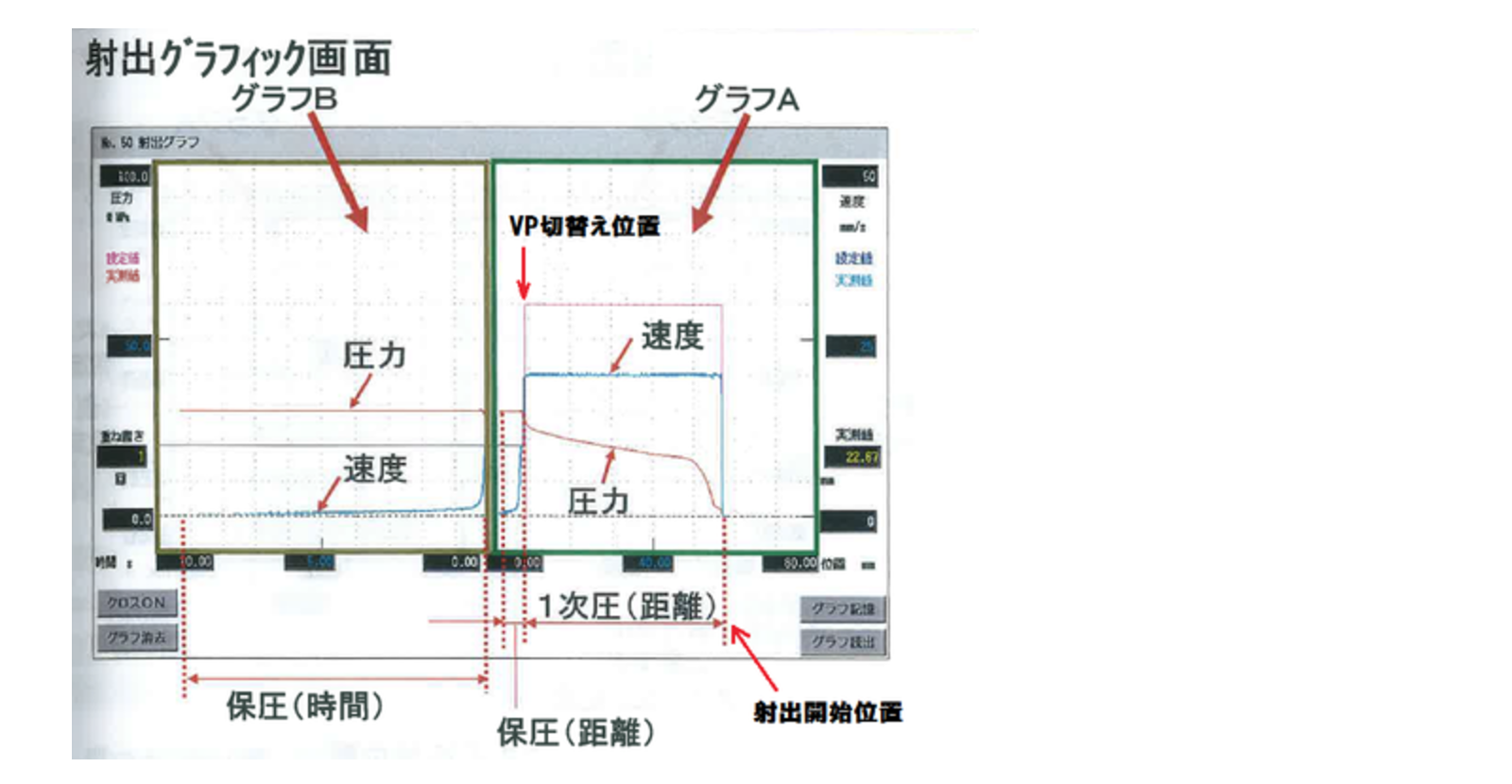
次に二次圧(保圧)です。一次圧で押された樹脂はキャビティに充填されると急に圧力が上がります。
と同時に速度は急に下がります。
この圧力が急に上がる点を、二次圧切替え位置(VP切替)と言います。
VP切替位置の設定は重要で、射出成型をトライすると、最初はショートが出まくります。
VP切替位置のイメージは樹脂が95%程度充てんされた位置です。
VP切替位置の数値を小さくすると段々ショートが改善されます。
逆にVP切替位置の位置が小さすぎると、容量以上に樹脂が入りバリが発生しますので要注意。
この時はまだ、保圧の数値は「0」にしておきます。ショートが無くなったら、保圧の値を入力します。
VP切替位置の圧力を基準に、最初は約2/3の圧力を入力します。あとは、樹脂の単重(g)に近づくよう圧力の微調整を行います。保圧設定では圧力以外にタイマー(時間)も設定します。
時間を長くとるのは有効だが、冷却時間を超えるとゲートは固まっており、押しても無駄な時間となります。
この一次圧と二次圧の設定条件で、成形品の形がほぼ決まります。いかに早く設定完了させるかはオペレーターの腕の見せどころです。
![]()