![]()
2016/12/19 ものづくりニュース
PM分析で、即座に故障が治らなかった!
この話は、筆者のつたない体験談であり、英国でビデオを活用してスピード改善を行う研修会を担当した時の話です。
英国で行われたスピード改善の研修会
ここでは、当初異業種交流の形で現場実習を含めた2日間の研修が実施される予定でした。
1日目は以下の3つを行いました。
①スピード改善の要点の解説
②ビデオを使った改善の進め方と事例紹介
③ピンボードを使った演習
2日目は現場で実際の作業を分析して、改善を進めるという内容でした。
ところが、研修を依頼された企業のトップから、
「中村さん、作業改善手法は皆、解析手法をマスターして自分たちで実施可能なので、不良対策をお願いしたい」
と頼まれました。
すなわち、「せっかくのチャンスなので多くを教えてほしい」というご要求なので、
「不良対策手法の要求はOKなのですが、この企業のように設備生産する職場に適用した場合、
①設備で不良が出る現状に遭遇する必要性
②設備の使用条件と図面の必要性(今回のような異業種交流の場合、ノウハウの保護が必要となる注意)
③状況によっては、設備を分解して中を見る必要性
この3点が要るのですが……」
と説明しました。
すると、C工場の工場長は
「許可します。当工場の現状はそれどころでは無いからです。
不良の発生ですが、ご覧ください。
この設備の場合、1時間に60回もチョコ停したのです。
見てください。毎日、このような不良の山です……」
と返事されました。
そこで、
「これはひどい、なぜ、ここまで放置しておいたのですか?」
と問うと、
「放置はしていません」
と言って、私が訪問する2ヶ月前に受けた研修内容の説明を、企画担当者の方が来て、詳しくお話してくださいました。
その話は次のような内容でした。
PM分析でチョコ停問題は解決できるか
「日本のある機関にお願いしたのですが、ある設備生産性向上の権威者という○○先生が来て、対策方法を研修してくれました。
教育は面白い研修でした。
出席者の方々は皆大変興奮して、アンケ-トも良かったわけです……」
という説明と共に、下に記載したようなPM分析を紹介してくれました。
▼PM分析の例: JR西日本の脱線事故を例として
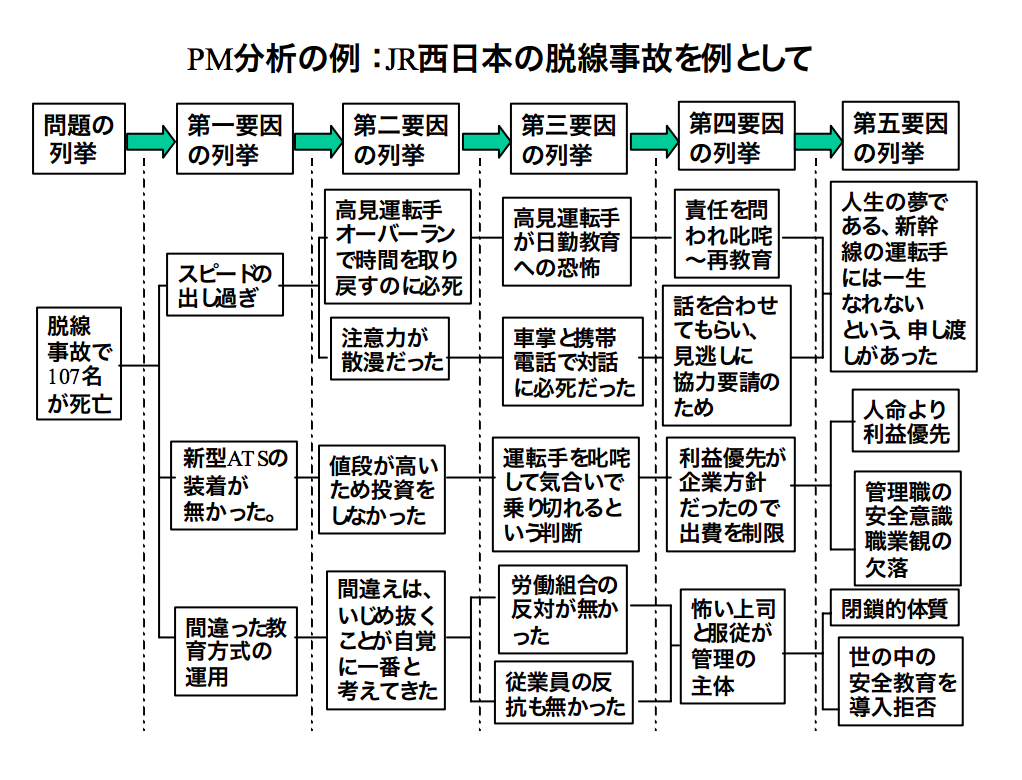
「これは、原因を系統的に解析する素晴らしい方法でした。
研修の場では、今回対象にしたチョコ停の問題の対策を教えていただきました。
でも、研修しただけですから、未だ実力の高くない我々には問題が解決していない状況です。
実力を高めて早く解きたいと思っています」
「そうですか、先生はご自身で問題を解いてみせたわけではないのですね」
「ハイ、PM分析の方法をシッカリ教えていっただけです」
「現場でPM手法実際にやって見せて、成果の上がったサンプルを残して帰られたのではないのですか?」
「いいえ、“対策には時間が掛かります。これからが勝負ですね!”と言われ、帰国されました。
でも、日本の進んだ企業と比べて我々の解析力は未だ劣る点があり、大きな刺激にはなりましたが、まだ現状は問題解決に悪戦苦闘している毎日です」
「その先生の帰国後、皆様の刺激は、実際の効果となって現れましたか?」
「そうですね……そこまでは、まだ……」
このような話の後、先の先生の指導内容を拝見すると、
「あの有名な先生は、本当にPM分析でこのチョコ停の問題を解決願う指導をしたのだろうか?」
と疑う内容が研修後の部屋に残っていました。
この膨大な作図を見た筆者は、部下の方々が「勉強になった!」と言う内容と、トップの考えは違っていたことに加え、
「日本人が、また金儲けのために研修にきたのか?
日本の故障対策技術は一体どうなっているのだ、
自分たちには解けないので頼っているのだが、前の先生と同様に刺激だけに終わらないだろうか?」
と思われている雰囲気も感じました。これは長年の勘です。
この話はともかく、
「手法教育がいくら楽しくても、実効が挙がらなければムダ!」
と私は考えます。
一般論よりむしろ、まず当面の問題を解決してから、幅を広げて一般論を学ぶ方式が効果的であると思います。
パソコンだって、目的とする仕事をまずやってから、幅を広げるやり方の方が早く使い方をマスターできるようになるわけですが、今回のような故障対策も同じです。
そこで、論より実践ということで、その管理者の方へ、
「手法には向き、不向きがあります。
問題は早く解くべきです。
明日の研修は故障対策に切り替えましょう」
と伝えました。
この話が終わったのは、既に現地では午後8時近くでした。ですが、日本は朝です。
そこで、早速JMAへ電話を入れ、筆者の机から必要資料を探していただきホテルへFAX願いました。
また、これを筆者の下手な英語で翻訳を入れて3枚の資料として用意し、短時間の睡眠と共に翌日に臨みました。
幸い、スピード改善はビデオを活用する改善手法です。
そこで、1日目のビデオを用いたスピード改善の研修内容から、スローモーション解析を活用する話を研修者にすることにしました。
当日になってテーマを設備の作業分析にして、不具合を研究するという内容に切り替え、不良対策手法を追加説明して故障ゼロ対策の展開を進めることにしたわけです。
研修生は24名で、その内4名がC社の現場関係者、しかも今回のような故障+不良をかかえる職場長でした。
最初、研修生は作業改善が実務テーマの題材になると思っていました。
そこで、「人の作業も設備の作動も同じ解析ができます」と話し、1日目のおさらいの形で、人の仕事をスローモーションで解析する方式を、そして次に、設備改善に応用する方法を、事例と共に紹介しました。
相手は機械の作動です。
機械の場合、構造や内部の写真が撮れない場合、いくら事実を上手に撮るビデオでも、時に原因の究明には大変苦労します。
そこで、事実分析の手法の追加と同時に、現場・現物で改善を進める方式を解説し、4ヶ所に6名1組のグループを編成し、それぞれで製造現場を回りながら指導する実務研修を実施しました。
もし、私が今回のチョコ停問題に当たったら、自慢ではないのですが、多分1時間ほどでわかるだろうという自信がありました。
しかし、生徒さん自身が自分の手で問題を解かなければ意味がないです。
このような状況で、2日目にはC社のトップの方々も加わり、15時から成果発表会をするということで、研修をスタートさせました。
おそらくご出席の方々から「このようなチョコ停問題が解けるのだろうか?」という疑問も出たと思います。
「何せ、2ヶ月も前からC社の技術スタッフが取り組んできたテーマなので、1日で解決するはずがない」と思っているからです。
また、筆者の指導に対し「お手並み拝見!」といった評論的対応で発表会に技術スタッフ陣が集まっているため、間違いは許されません。
このような条件も配慮しながら、現場実務研修を運営しました。
しかも、手法の効果を強く印象づけるために、「なるほどこのチョコ停の問題は理論的にも、対策の関連からいっても、日本の指導内容は間違いない」と英国の方々に思っていただきたいと考えました。
現場で仕事をしてきた私の特異的な考えかもしれませんが、「役立たない研修は時間つぶしだ!」と思っています。
また、「TZD研究会で多くの企業のご支援で行ってきた内容をここで見せることは使命である」と考えました。
だからこそ、かなりエキサイトして前日の夜に研修会の準備を追加しました。
また、現場指導もいつもより多い頻度で各グループに接しました(当然のことですが、先に日本のある先生が行ったPM分析のようなブレーン・ストーミング的なやり方は実施しません)。
つまり、「問題が解けない研修」といった印象は、決して英国に残したくなかったわけです。
事実、今回のやり方の方が実践的であるという期待を持っている方々が生徒の中にもおられ、1日目の研修で、「その種の問題は解決した」と話す研修生もおられました。
したがって、今回の研修会でも同じ印象と正しくスピード性の高い手法を各社に持って帰っていただきたいという思いが筆者にはありました。
問題比較法、原理図化法、三現主義による事実確認
いよいよ研修のスタートです。
手法としては、事実分析のための問題比較法と、原理図化法、三現主義による事実の確認方法(前日に準備した内容)を中心に研修を開始しました。
この3つの手法は概略、次のような内容です。
※詳細が必要な方は、筆者著『不良・クレームゼロ対策テキストブック』(日刊工業発行)p.179~に詳説していますので、ご参考ください。
- 事実問題比較法:問題が起きている事実を、起こっても不思議でないが問題が起きていない事実と5W1Hの項目で比較しながら行う方法
- 原理図化法:設備の構造の要点を図に描き、問題発生のメカニズムを子供でもわかる程度に簡単化して示す手法
- 三現主義:現場で現物、現実を見て、現場で問題の原因となる事実を分析する方法
机上で想定原因やブレーン・ストーミングで問題を解く方法とは異なる問題解決方法を教えた2日目の研修は、以下のように進められました。
①8:00~9:50 手法の解説と進め方の解説
②10:00~14:50 実務課題を現場で実践~発表会の資料作成
③15:00〜 全体発表スタート
4つに分かれたグル-プの方々は、研修した内容に従って手順通り問題の事実分析にアタックされました。
その後、結果は見事なものになりました。
自慢するわけではないのですが、4つのグル-プ全員とも、全く絵に描いたように設備故障の原因を事実との関係でつかんで部屋に戻ってきたからでした。
しかも、対策も終了しています。
今回は特に液晶ビデオによる分析に加えて、ビデオで撮った内容の要点をビデオ・プリンタ-という機器を用いて写真に出す方式を併用しました。
では、15:00から行った解析の一例を写真と共に例示することにします。
事実分析の事例紹介
この写真はプラグをガイドで落とし込み、ある処理をする設備ですが、落とし込みの時にストッパーと部品の送りを行う爪が部品を押しつけて曲げてしまうという問題が起きていました。
▼事実分析の事例
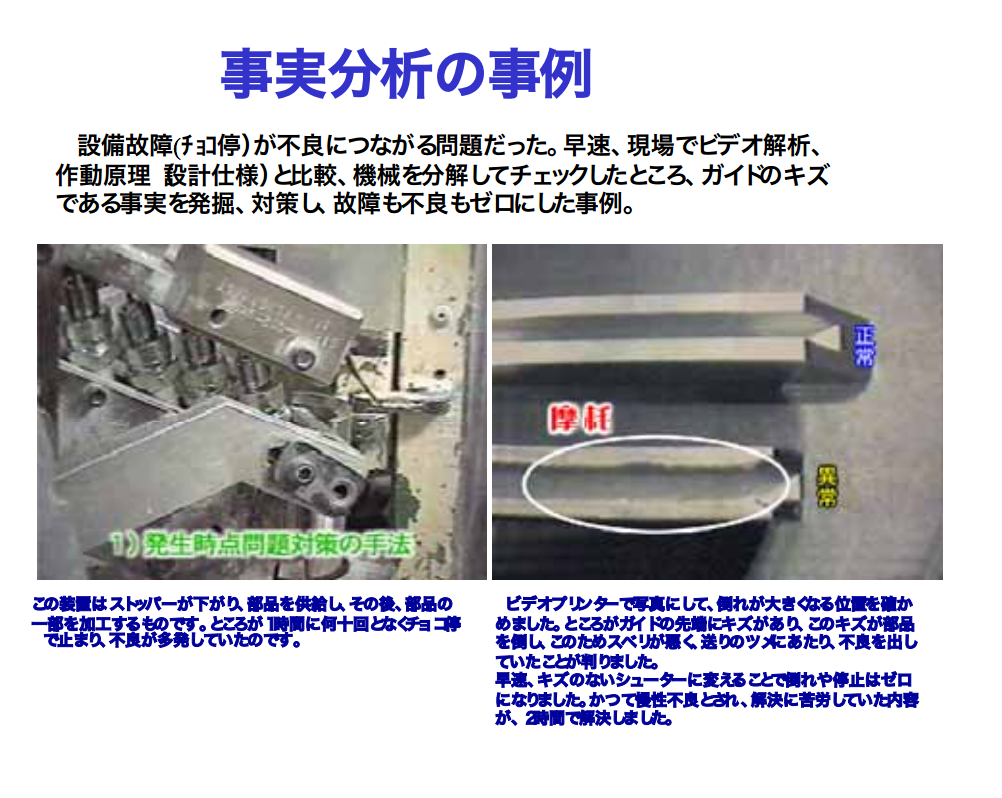
左側が不良発生の状況で、右側は部品を受けるガイドが摩耗していることを示しています。
問題を起こしている事実と、起こっても不思議ではないが起きていない対象や事実の差異を明確に示した内容がビデオで写し出されており、そこに現物と写真を加えて原理図と共に問題発生の事実を示した資料を作成しました。
さらに原因追求には、「なぜ?」と5回問い、問題が起きた核心を追求すると共に、問題発生のメカニズムを描いて解析を示しました。
なお、これは、研修で教えた通りの内容を行った事例です。
今回の解析は、当然初めてこの種の解析を行う研修生の方々には不慣れなものでした。
また、4テーマに1名ずつ、各テーマを担当する現場管理者がいました。
しかし、6名1グループの他の5名は社外の方、食品やビール製造、物流関係……などの方々なので、C社の仕事は全くわかりません。
そこで、私なりに実務演習の途中で多少は現場で問題のとらえかたをヒントとして付加したり、故障+不良問題のとらえ方と解析アプローチについて、身近にある例を紹介したりしながら解析を願ったわけでした。
このようにして、対策開始から約2時間、全4つのグル-プ全員が全問とも問題解決したわけでしたが、さらに余裕を持って部屋でまとめを行い、発表会に臨む準備に入りました。
発表準備の時、研修生の一人が「スタッフの方々はPM分析に2日間かけたのに解けなかったが、今回は簡単に2時間で解けた!」と筆者に話しました。
「しかし原因がわかってみると、後付けにはなりますが、説明のためにPM分析を使うのは便利だな!」
「そうです、QCの演習を昨日はやりました。
魚の骨や死亡診断書的な解析は、問題の事後的なまとめには有効です。
それと同じような内容を持つPM分析が、今回のようなケースで、問題の真因追求に役立つでしょうか?」
「いや、やはり後付けだから便利であるだけで、真因追求には万全とはいえないと考えます。
知識習得、物事の整理には有効です。
あえていうなら、研修会向きの題材ではあっても、実務的にはなかなか使いにくいように思います。
日本ではPM分析をどのように使っているのですか?」
「私の話は現場での活用経験が中心ですので、一般的な活用ではないかもしれません。
PM分析は設計段階で問題の事前検討での活用は確かに有効です。
過去のデータを蓄積したものをもとにDR(デザイン・レビュー)の段階で信頼性検討の手法FAやFTAと共に活用したPM分析は、機械の寿命や信頼性検討に役立てることができるからです。
それ以外は皆様が経験された内容と同じであると考えています。
今回のような場合は、“事実分析は机上ではだめ、現場で行え!”という教えを守ってきました。
私も過去にPM分析を学びました。
ですが、今回のような不良や故障が目前で発生している時にPM分析を解析~問題に使ったことはありません。
現在発生している問題の解決には不向きな手法だと思っています。
これは、私達の体験から出たもので、多くの先生と意見を異にする見解かもしれません」
「そうですか、私も過去にPM分析を習い、自分なりに必死に活用してきました。
しかし、実力不足でしょうか? 現場の問題を解析しようとしても、解けないことばかりでした。
そのため、私はそこに東洋の神秘的な解決方法が潜んでいて、まだ私たちに教えられないものがあるのではないか? と今日まで考えていました」
「東洋の魔術ですか? そのようなものは多分ないと思います。
故障、不良の原因は事実をもとにした物理現象です。
このことがわかれば、机上で行う解析方式は効力が大変に少ないように思います。
しかも、解析が終わると、コロンブスの卵の話と同じです。
一旦解かれた問題を見ると、“なんだ、そんなことか!”というわけで、誰でも簡単にできる技となる現象です。
後で現象を見て上手な説明をすることは誰でもできますが、最初に問題を解くことが大変なのです。
事実追求の難しさはこの点にあります。
なお、物理現象は国や場所が違っていても、地球上では似たメカニズムが起きます。
ですからこの種の経験を人より多くさせていただいている私にも、今回皆様の指導が何とかできたのだと思います。
過去の諸先輩のご指導と、同種の経験をさせていただいたお会社には、今も感謝しています。
問題追求の手法と、PM分析を後付け説明に用いる評論家的な扱いは別のものです。
ここに両者が、手法として正しく活用する混在を招いているように思います」
「納得です……」
と、この話が進み、発表会への準備も完了したわけでした。
成果発表会
いよいよ発表会になりました。
なお問題を解析した研修参加者の皆様は、成果が挙がっていることに加え、現場から30分ごとに入ってくる電話が「対策後、故障も不良もゼロです!」と伝えてくれていたため、実に盛り上がっており、発表の内容もわかりやすいものでした。
ですが、先のPM解析研修に参加していた研修生の一人が、「なんだ、メンテナンス不足だったわけか?」と苦言のような感想を述べました。
この時、発表の職場を担当され、今回の研修に参加された方がスックと立ち、
「あなた方の言う通り改善に参加したが、現場は調査書類の山になるだけ……。
現場を事務所にして生産まで阻害した。給与と時間を返してください!」
と反発しました。
発表時には、当然ですがC社の工場長も参席しておられました。
発表会の間はにこにこと熱心に発表内容を見聞されておられましたが、この時スックと立ち、
「まあ怒らないでください。私が頼んだ先生が悪かった。
ですが、今回の手法を使い、現場・現物であなたも仕事をしてみてください。
注意しますが、発表者に“なんだ!”は無いでしょう!
共に現場で問題解決を行う方法を、現場管理者からすぐ教わり直しなさい」
と言い、この場で言い合いになりそうな雰囲気は沈静しました。
その後質疑応答もされ、発表会事態、成功談と共に終了しました。
発表会が終わってから、工場長が私に挨拶に来られ、「イヤーありがとうございます」と目に涙を浮かべてお礼をされました。
このため、私も感激を覚えた次第です。
「今回も研修に終わるのではないかと思いました。
しかし、実にビジブル、明解に問題を解いていただきました。
うちも、超高速度ビデオを購入しています。
しかし、今回は市販のビデオとビデオ・プリンタ-でチョコ停の問題が解けたわけですね! 驚きました。
日本の解析技術を疑がいかけていました。先生の差なのでしょうか?
お願いして良かったと思いました……」
とのお話に、私も日本人の一人としてホッとした次第です。
今回の場合、問題が解けたから良かったわけですが、もし解けなかったら、先の先生に対する批判と共に、日本の手法と指導のありかた事態を疑われ、国際的にまずい事例を作ることになったのではないでしょうか?
我々のように講師という形で仕事に当たる者は、お客様から試験を受けていることを忘れてはいけません。
企業で何年もプロとして仕事をされる方々に対し、たった一コマの問題解決手法を提供するという仕事をしているだけのことです。
被研修側の方々が我々を企業にお呼びになる理由は、問題解決方法にご経験が薄いか、あるいは今回のように、「有名な○○先生に問題解決の依頼をした。一生懸命やってきたが疑問に思う!」というものです。
したがって、今回のような実務指導を伴う研修講師の立場を、講師は『企業が設けたテスト受審』と考えるべきです。
なお、この話は企業内で海外工場に各種の指導をされる方々の立場と同じと考え、ここに単なる外部講師の思い出話というだけでなく紹介させていただきました。
同種のお取り組みの方の参考になれば幸いです。
筆者はこの種の対応のため、剣道修行で教えられた次の図の真ん中の教えを大切にしてきました。
これも参考になれば幸いです。
▼支援の要点企業支援の考え方
![]()