
![]()
2018/9/5 ものづくりニュース
【Dの問題】隠れた問題を発見する仕組み
※当コンテンツは『面白狩り』の提供でお届けしています。
9.3 隠れた問題を発見する仕組み
小日程計画は、標準時間と生産能力枠が設定されていれば、それほど難しいものではありません。
標準時間というのは、その作業を正常に行った場合にかかる時間のことです。「正常に」というのはムリとムダのない状態でという意味です。
その設定は、7.2で述べたように次のような手順で行います。
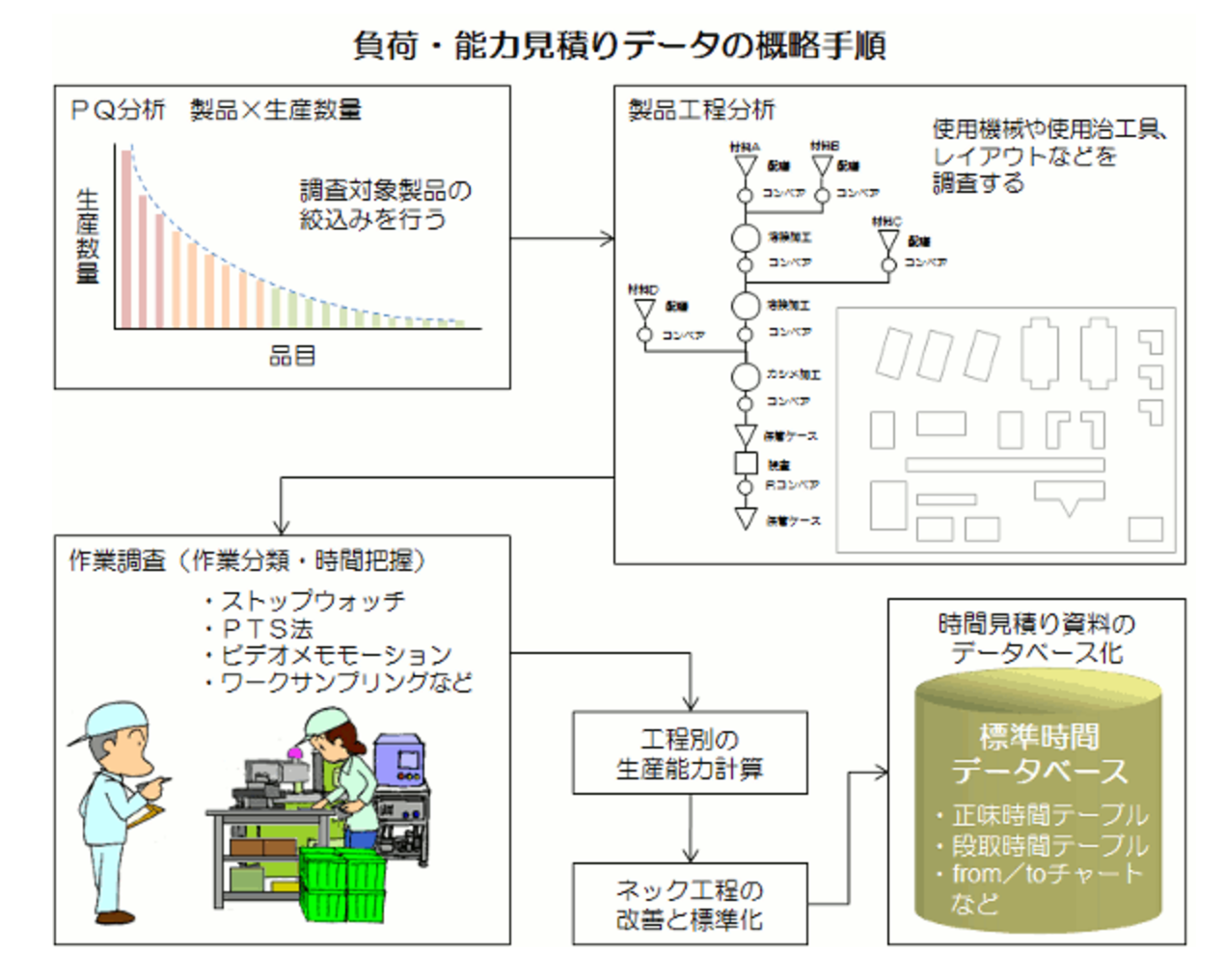
機械時間は計算で求められますが、人作業の場合は実際に行われる作業を計測して決めます。
ただし、意図的に身体の動きを速くしたり遅くした時間を標準時間としてはいけません。
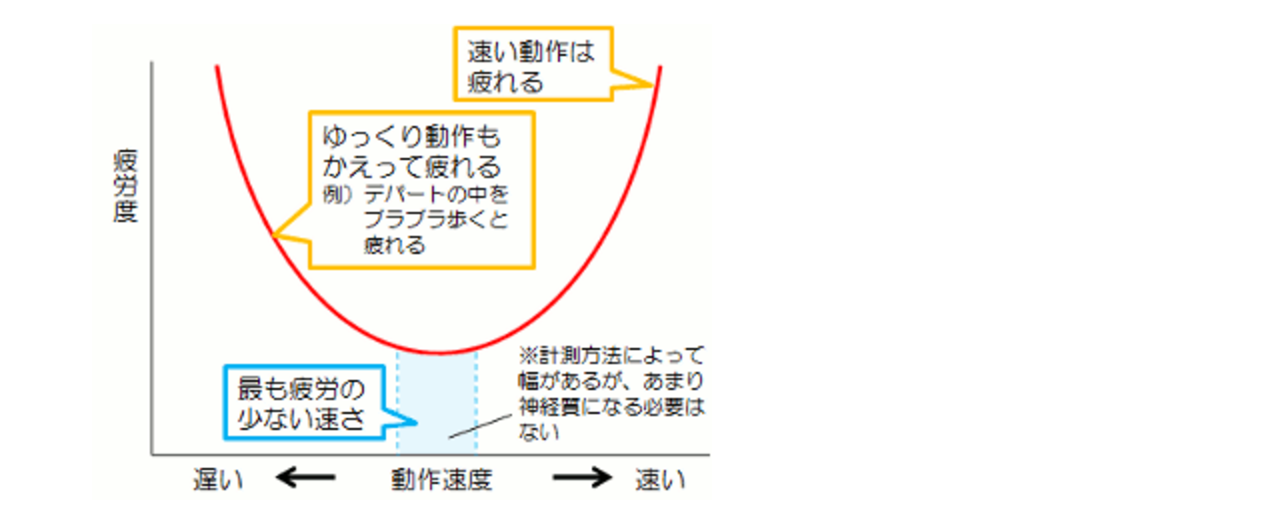
人の動作速度と生理的な疲労は上のような関係があり、最も疲労の少ない速度で行った時間を標準時間とします。
つまり、標準時間は作業者に関係なく作業方法で決まる時間であって、作業方法が変更されれば標準時間も改訂されなければいけません。
これ大事なポイントですからお忘れなく。
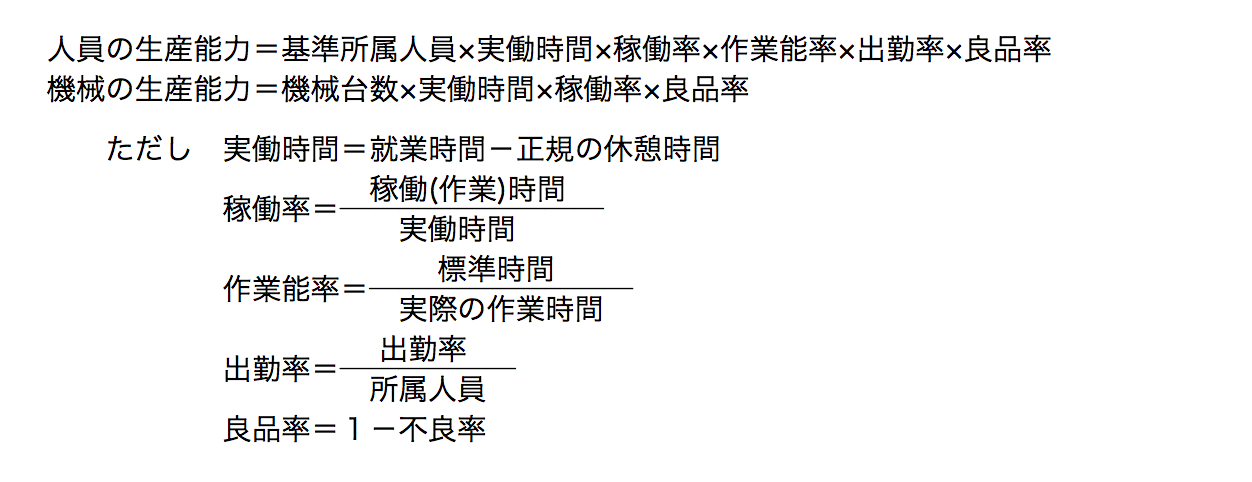
一方、生産能力枠は、負荷・能力管理が実施されていれば自ずと設定されます。
具体的には次のように計算します。
小日程計画は、その日の生産予定ロットをいつ投入していつ完了するか、標準時間と生産能力枠の数値を使用して計算したシミュレーションです。
したがって、作業条件が計算と実際とで差異があってはいけません。

また、実際の生産の際には、いつでも進捗が確認できるようにしておきます。
作業の遅れ・進みが大きい場合、必要に応じて計画の修正を行います。
では、小日程管理の流れを説明しましょう。
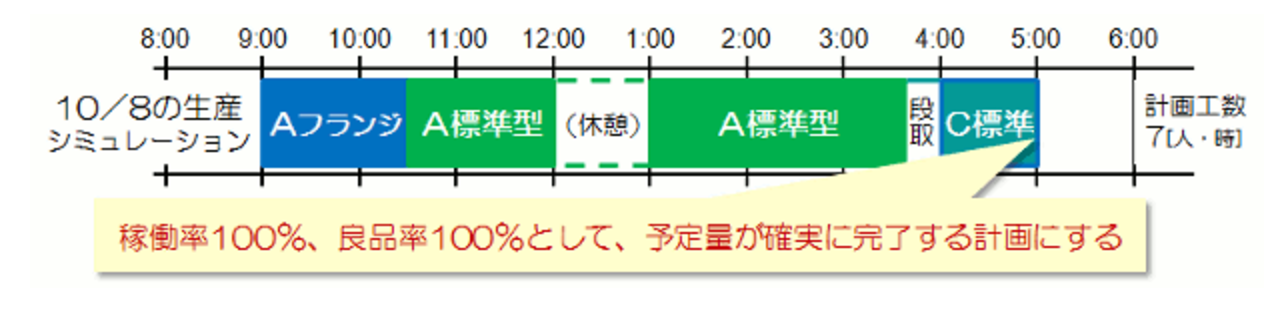
ある工程の段取作業と正味作業の標準時間が下のように設定されています。
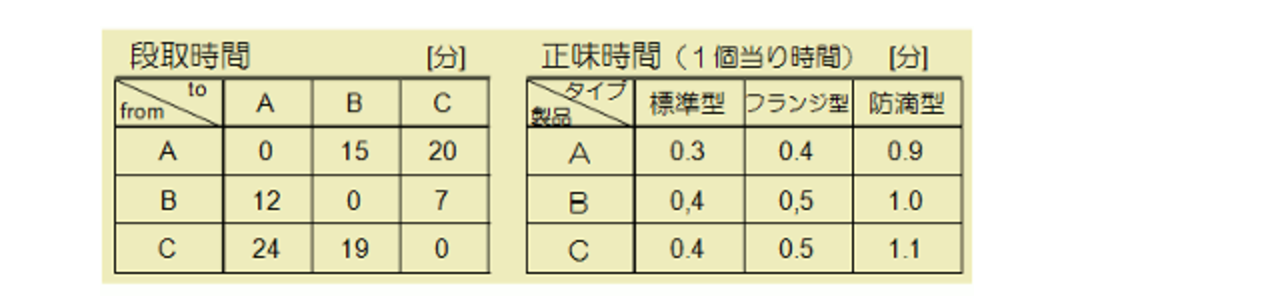
これを使用して小日程計画を作成します。
このとき必ず生産能力・歩留りをMAXにして計画します。

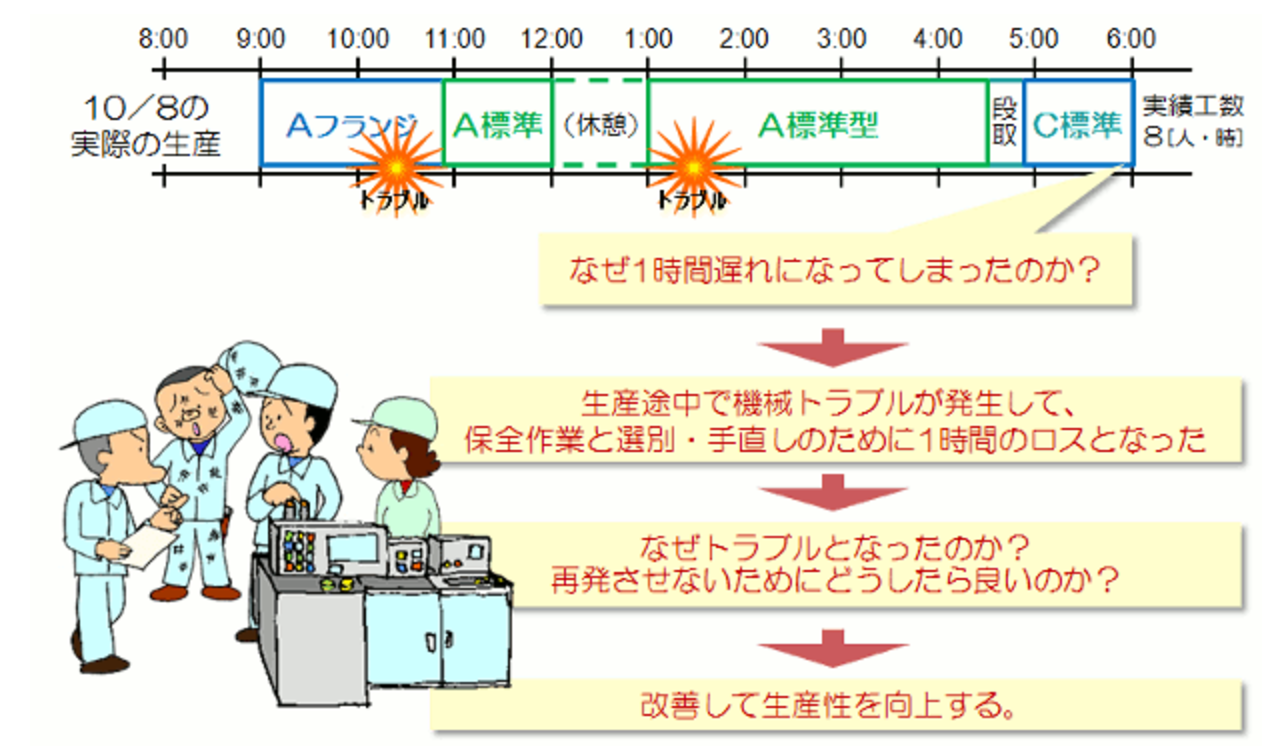
このようなシミュレーションに対して、実際の生産は1時間遅れになっていました。
ここからが小日程管理の重要なプロセスです。
改善して、作業方法を変更したら標準時間も改訂します。
![]()