
![]()
2018/2/14 ものづくりニュース
管理とカイゼン(改善)の違いを模式的に理解する
管理とカイゼン(改善)の違いは下限値を外した時の「上向き」矢印の対応スピードにある。両者の対応をごちゃごちゃにしない、という話です。
1. 生産現場はバラツキとの戦い
お客様へ届ける「コト」は顧客価値や知覚品質と関連しています。
顧客視点です。
顧客価値や知覚品質を具現化するために、製品は所定の機能を持ちます。
そして、生産活動では所定の製品機能を維持することが求められます。
生産活動はバラツキとの戦いでもあり、そのバラツキの程度は工程能力指数で評価できます。
下図は日々の生産活動のバラツキを見える化した模式図です。
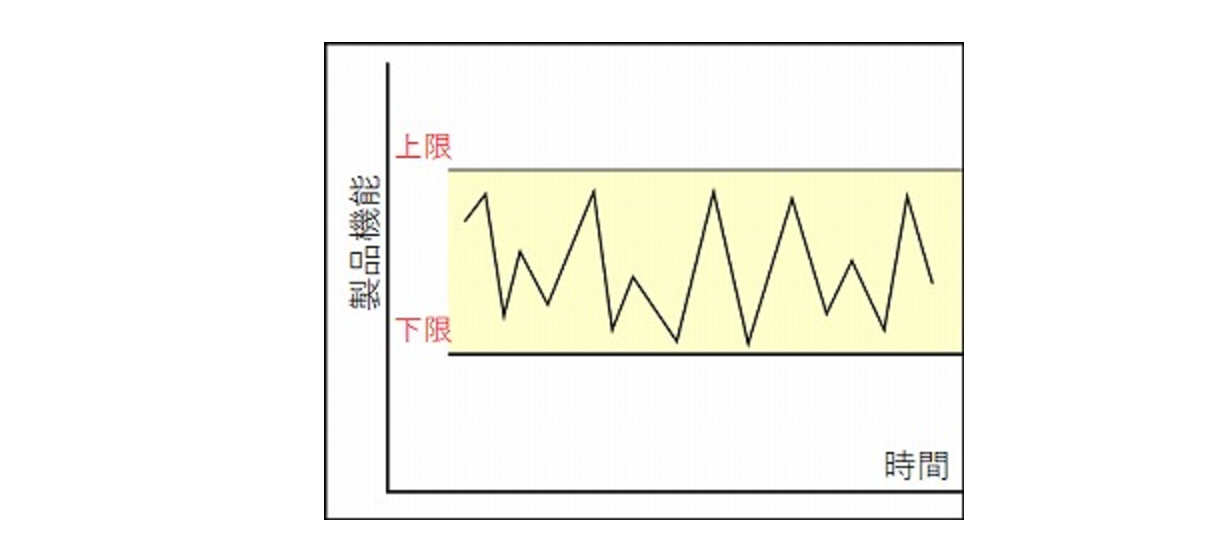
(出典:『生産マネジメント入門』藤本隆宏先生 を参考に作成)
縦軸に製品機能、横軸に時間を設定します。
製品機能には上限と下限を設定します。
上限と下限に挟まれたクリーム色領域が製品機能の狙い範囲です。
下限を下回ると所定の機能を発揮できず、お客様で届ける「コト」が不完全となります。
また、上限を上回ると不必要な機能向上のために、余分なコストがかかります。
現実には上限へよりも、下限への対応に注力することが、当然に多いです。
上限を外した製品よりも、下限を外した製品の方が圧倒的にクレームのリスクが高いからです。
さて、現場で意識をしようと、意識をしまいと、製品機能にはバラツキが生じます。
場合によっては、下限を下回ることがあります。
この場合、意識をしてこの変動を「上向き」に変えなければなりません。。
2. 意識して変動を上向きにする場面
変動を意識して「上向き」に変える場面が2つあります。
- 下限を外した状態から、設定した範囲へ「復帰」させる
- 設定した範囲を、上方へ移動させる
前者は管理での対応です。
後者はカイゼン(改善)での対応です。
どちらも「上向き」を目指す対応ですが、両者の目的や手法は異なります。
「上向き」を目指す活動をするときに、両者がごちゃごちゃになった状態は避けます。
どちらへの対応なのかしっかりと切り分けます。
2-1 管理
「管理」を『生産管理用語辞典』(日本経営工学会)では次のように定義しています。
「経営目的に沿って、人、物、金、情報などさまざまな資源を最適に計画し、運用し、統制する手続き及びその活動。
(中略)管理の意義を認識するためには、管理されない状態を想定すればよい。
生産管理では、仕掛在庫が山積みになり、製品の死在庫が増え、品切れや納期遅れが常態化し、残業に追われ、機械の稼働率が下がる。
品質管理では、“管理はずれ”の状態に陥り不良品が山のように生み出されたり、顧客からクレームが舞い込み、信用を失う。
従って管理においては、管理目的、管理対象、管理項目を明確にし、用いるべき管理技術や設定をすべき管理水準を適切に選択し、管理を的確に実行することが不可欠である」
中略以降の解説が具体的で分かりやすいです。
管理は統制することなので、統制するための目標値が必要です。
その目標値の裏付けが目的であり計画です。さらに統制するための管理技術が適切に選択されていなければなりません。
下図は管理の模式図です。
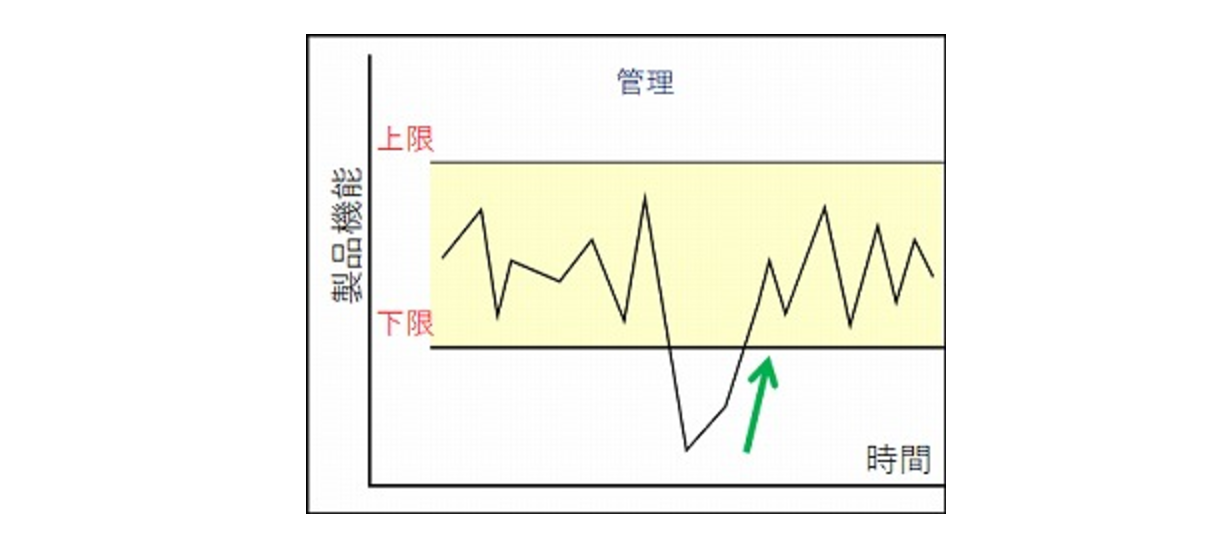
(出典:『生産マネジメント入門』藤本隆宏先生 を参考に作成)
下限を外した状態から、設定した範囲へ「復帰」させる状況を表しています。
緑色の矢印が「上向き」の対応を意味します。
管理における「上向き」の対応の大部分は現状への復帰です。
そして、その対応にはスピードが求められます。
なぜなら、下限を外した製品はクレームのリスクが高いからです。
外部失敗コストはとても高いので避けたい費用です。
また、外部に流出しなくても下限を外した製品は不良品処理で損金が発生する。
内部失敗コストになることも多いです。
ですから、とにかく早く、現状に復帰させたい。
そのためには、現状に復帰するための手法、手段、技法、技術が必要です。
これらが確立されていなければなりません。
管理においては、下限を外した状態から設定した範囲へとにかく早く「復帰」させたい。
管理における現状復帰のための技術はスピードが求められます。
この管理技術が不明確な現場はバタバタします。
2-2 カイゼン(改善)
「改善」を『生産管理用語辞典』(日本経営工学会)では次のように定義しています。
「少人数のグループ又は個人で、経営システム全体又はその部分を常に見直し、能力その他の諸量の向上を図る活動。
(中略)改善を最も効果的に実践していく方法は、従業員自身が生産方法や製品を改善していく意欲を持つことである。
それには、提案制度、QCサークル、自主管理チームなどの方法がある」
カイゼン(改善)の目的は能力、その他の諸量を向上させることにあります。
製品機能を向上させる。
設定された上限のみならず下限を向上させるのもカイゼン(改善)です。
下図はカイゼン(改善)の模式図です。
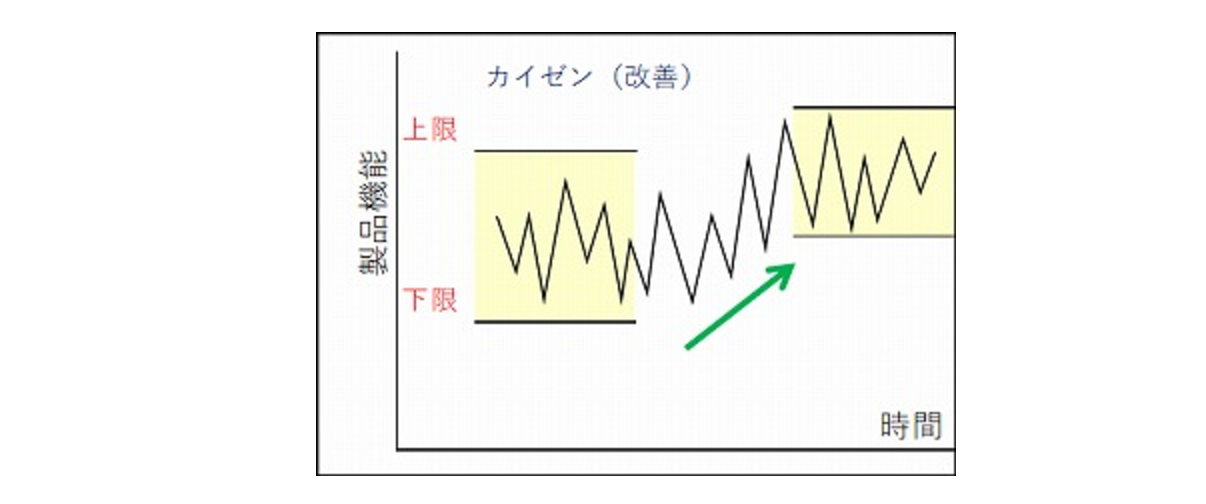
(出典:『生産マネジメント入門』藤本隆宏先生 を参考に作成)
設定された上限と下限で構成された範囲を上方へシフトさせます。
上限だけあるいは下限だけシフトさせる場合もアリです。
緑色の矢印が「上向き」の対応を意味します。
ここでの「上向き」の対応は、付加価値の拡大へつながります。
先の管理とは、この点が異なります。
管理はあくまで現状復帰です。
例えば、不良品発生率を低減させる画期的な方法を見つければ、損金が減って付加価値が拡大します。
また、リードタイムを短縮させる生産性向上の新たな技術を確立すれば、短納期対応が可能となり受注が増えて付加価値が拡大します。
ただし、この緑色の矢印で表された「上向き」の対応は慎重さが求められます。
そもそも新たな手法、技術、方法の探索が伴います。
さらに、生産活動へ展開する際に所定の上限値と下限値を維持できるか検証も必要です。
また、下限値を外した場合の現状復帰の手法、技術、方法を確立しなければなりません。ですから、カイゼンは時間を要します。
対象となる要素技術を知り尽くしていないとできない活動です。
そして付加価値を拡大させる知恵が欠かせません。
したがって活動の自律的、自発的が求められます。
生産管理用語辞典にも、意欲の大切さが述べられています。
提案制度、QCサークル、自主管理チームなどは、意欲を持たせるための手段である、と説明しています。
これはとても大切な視点です。
提案制度、QCサークル、自主管理チームは多くの現場で展開されていますが、その狙いや目的が、意欲を引き出す、モチベーションを高める、つまり持続するやる気を引き出すことに置かれているかどうか、今一度、要チェックです。
手段が目的化していないか、です。
3. 管理とカイゼン(改善)の違い
管理とカイゼン(改善)の模式図の中に描かれている緑色の矢印に注目します。
時間軸に対して、緑色の矢印の傾きに差異が見られます。
管理の傾きは急で、カイゼン(改善)の傾きは緩やか。取り組みの目的が異なるからです。
「上向き」の対応は、現場で頻繁に行われる対応であり業務です。
業務の位置づけを理解して取り組みます。
さらに両者の模式図を眺めると、管理とカイゼン(改善)は関連していることに、気付きます。
カイゼン(改善)で次に狙う上限値と下限値は、管理を通じて確認されたバラツキから考えます。
目指す付加価値拡大の大きさはこれで決まります。
また、管理での現状復帰の技術は、カイゼン(改善)を通じて確立させます。量産前に標準化されます。
当然ですが、コトが起きてから現状復帰の技術を試行錯誤で考えることだけは避けます。
視点が未来へ向いていれば絶対にそのような対応にはなりません。
まとめ
管理とカイゼン(改善)の違いは下限値を外した時の「上向き」矢印の対応スピードにある。両者の対応をごちゃごちゃにしない。
![]()
製造業専門の工場経営コンサルタント。金属工学の専門家で製造/生産技術、生産管理、IEにも詳しい。エンジニアの視点で課題を設定して結果を出し、工場で儲ける仕組みを定着させることを得意とする。コア技術の見極めに重点を置いている。 大手特殊鋼メーカーで20年近く、一貫して工場勤務。その間、エンジニア、管理者としての腕を磨く。売上高数十億円規模の新規事業の柱となる新技術、新製品開発を主導し成功させる。技術開発の集大成として多数の特許を取得した。 その後、家族の事情で転職し、6年間にわたり複数の中小ものづくり現場の管理者を実地で経験した。 大手企業と中小現場の違いを肌で理解しているのが強み、人財育成の重要性も強調する技術系コンサルタントである。 技術立国日本と地域のために、前向きで活力ある中小製造企業を増やしたいとの一念で、中小製造業専門の指導機関・株式会社工場経営研究所を設立。現在、同社代表取締役社長。1964年生まれ、名古屋大学大学院工学研究科前期課程修了。技術士(金属部門)