![]()
2017/7/23 ものづくりニュース
ダイレクトパーツマーキング
ダイレクトパーツマーキングDPMとは、ラベルを使用せず製品に直接マーキングする技術である。
2次元シンボルのダイレクトマーキングは、半導体や液晶のようにマーキングスペースが極めて少ない製品に対して行われていたが、近年、生産管理、品質管理、トレーサビリティを高めるために、電子部品、プリント基板、メスや鋏みなどの手術用具に対しても行われるようになってきた。
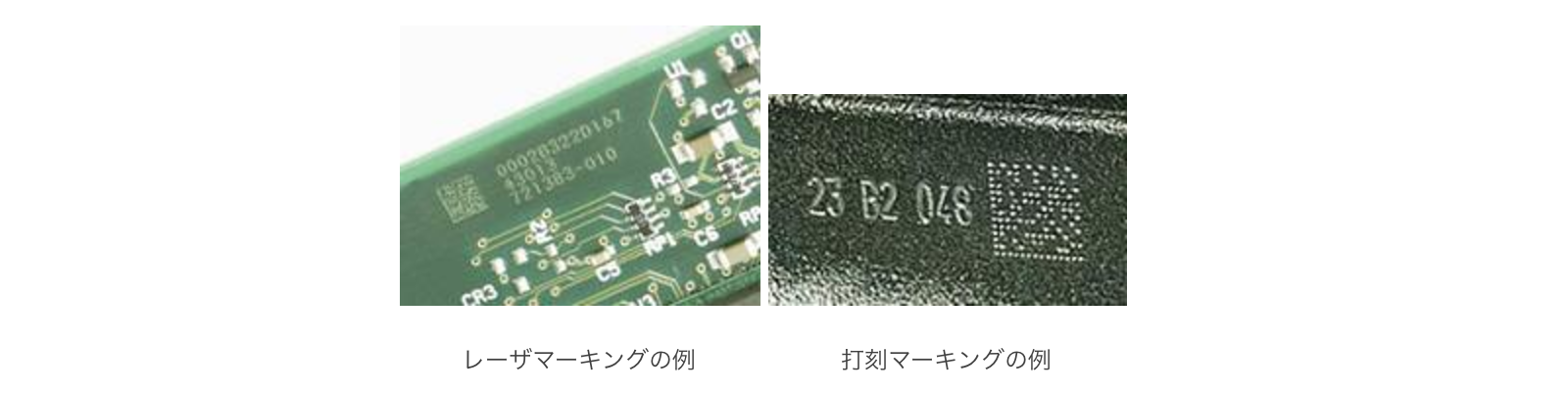
これらの小物製品のマーキングは、主に高精度な表示ができるレーザマーカが利用されている。
また、自動車業界や航空機業界では、品質管理や長期保守管理を実現するために、ダイレクトマーキングを導入しており、ここでは、レーザマーキングと打刻マーキング(ドットピンマーキング)が利用されている。
航空機業界は、グローバルな部品調達のためにパーツマーキングのガイドラインATA Specification 2000を作成しており、その中でDataMatrixによるダイレクトマーキングを規定している。
また、自動車業界もダイレクトマーキングの標準化を検討している。
マーキング方法
DPMは、レーザ、刻印、インクジェット、熱転写、鋳造、露光など様々ですが、金属、樹脂、セラミック等にマーキングする方法としては、レーザマーキングとドットピンマーキング(刻印)が主流である。
レーザマーキングは、レーザの種類によってCO2レーザ、YAGレーザ、YVO4レーザ、FAYbレーザがある。
レーザマーキングの原理は、レーザで表面を削り乱反射させて濃淡を描く方法、変色させて濃淡を描く方法、表面のコーティングを飛ばして描く方法がある。
したがって、マーキングする材質によってCO2やYAGなどレーザの種類を選択すると供に、レーザ光のスポット径やレーザ照射時間を細かく調整しなければならない。
CO2レーザの発行波長は10.6μmで、金属面に対する熱伝導が少ないため金属マーキングに不適であるが、ガラス、紙、プリント基板に対しては、安価で最適なマーキング技術である。
YAGレーザ、YVO4レーザ、FAYbレーザの発行波長は、1.06μmで、ガラス以外の多くの表面にマーキングできるが、CO2レーザの2倍近い価格である。
一方、打刻マーキングは、針で表面を叩いて傷をつける方式であるので、セルサイズはレーザマーキングより大きくなるが、YAGレーザマーカ等より安価である。
また、セルの形状が四角でなく丸になり、セルとセルが分離してしまうので、特殊な画像処理方法で読み取る必要がある。
2次元シンボルのマーキングは、DataMatrixまたはQRCodeが使用される。DataMatrixは、切り出しマーク等のオーバヘッドが少ないためにより小さなマーキングができ、しかも、長方形も可能である。

読取方法
DPMの読み取りは、コントラストが小さいこと、鏡面反射や外乱光の影響があること、シンボルが小さいこと、曲面歪があること、円形セルがあること等から、通常のリーダでは読み取ることが困難である。
したがって、DPMの読取は、特殊な照明と画像処理装置が必要なため非常に高価であったが、近年、特殊な光源とDPM対応のソフトを塔載したリーダが開発され、操作性の向上と低価格化が図られた。
DPMリーダは、固定型、手持型、ハンディターミナル型がある。
固定型は、レンズを選択できると供に、様々な照明を使用できることから、難しいマーキングでも読み取りが容易である。
しかし、手持型は、レンズと照明が固定化されるので読取が制限される。
シンボルサイズをある程度大きく、そして、コントラストを高くすることができれば、特殊な光源を必要せずに、安価に読み取ることができる。
手持型とハンディターミナル型は、DPMの読取ばかりでなく、伝票や指示書に印刷されたバーコードも読み取れると便利である。
一般にDPMシンボルは小さく、印刷バーコードは大きいので、高分解能にしたDPMリーダでは、バーコードの読み取りができないことが多い。
そのために、画素数をメガピクセルにしたり、ズーム機能を搭載したリーダが開発されている。
![]()