![]()
2017/10/9 ものづくりニュース
セーパー R 加工
今回は、セーパーのRの加工です。
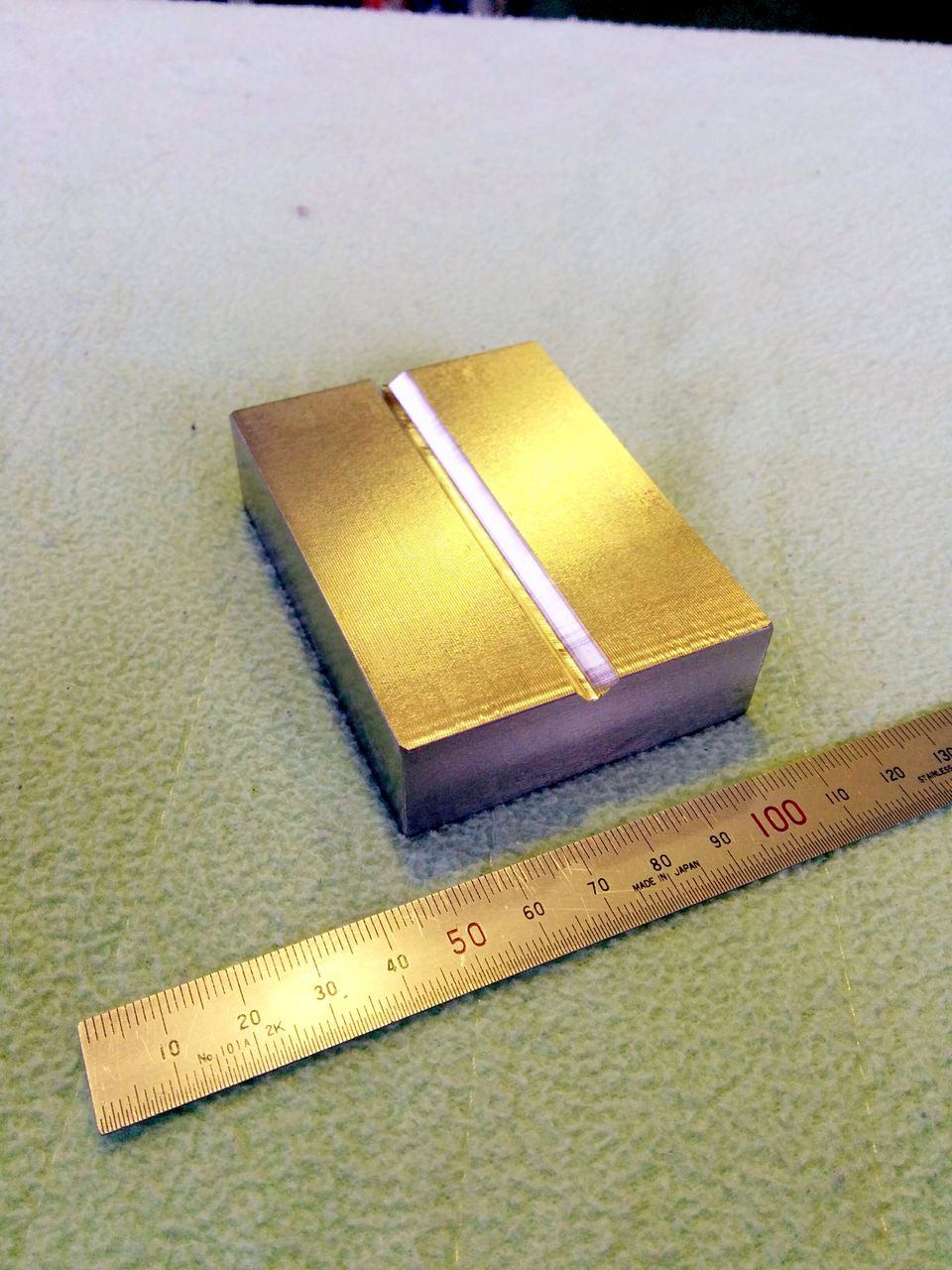
材料寸法は、SUS304(ホット)22x60x80です。60mmの幅のところにR154を加工します。
加工の工程、バイトの研ぎ方、ビビリ対策、最終的にR154を合わす。など、なかなかの難題を乗り越えなければなりません。
仕上げも、幅60mmを一回でR154には、とてもビビッて加工できませんので、何回かに分けて加工するのですが、その継ぎ目に工夫が必要です。
R加工の場合の継ぎ方は、ヘール仕上げの継ぎ方とは違います。
ヘール仕上げは、継いだ部分が若干飛び出るようにしますが、R加工はそうすると相手との隙間ができてしまいますので、だめです。
以下に、それぞれの工程の画像を公開しますが、全部で23工程かかってます。
まず、剣バイトで荒挽きをします。
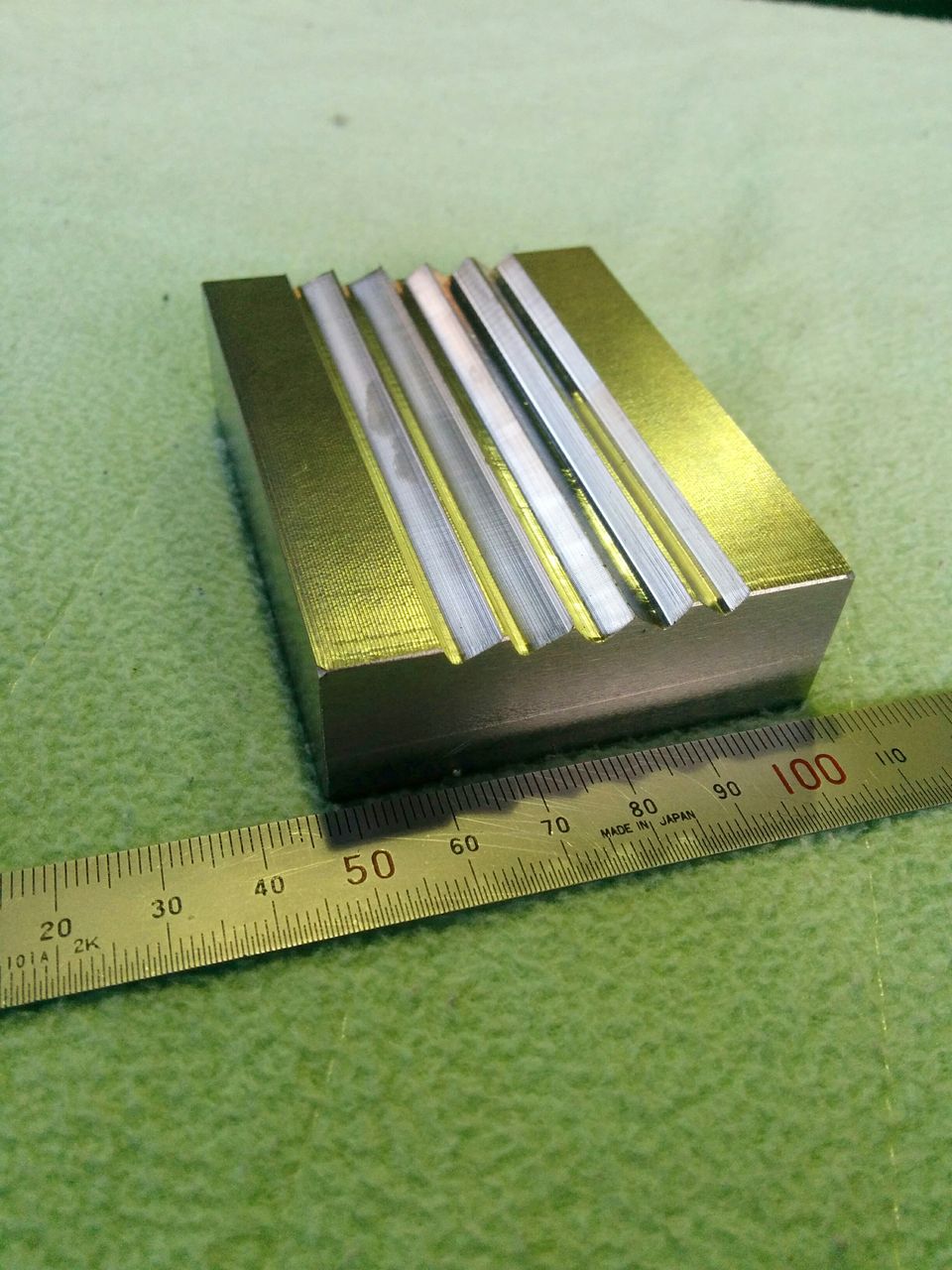
次は、仕上がりより少し小さいRのバイトで荒挽きをします。
その次は、仕上がりにより近いRのバイトで中仕上げします。

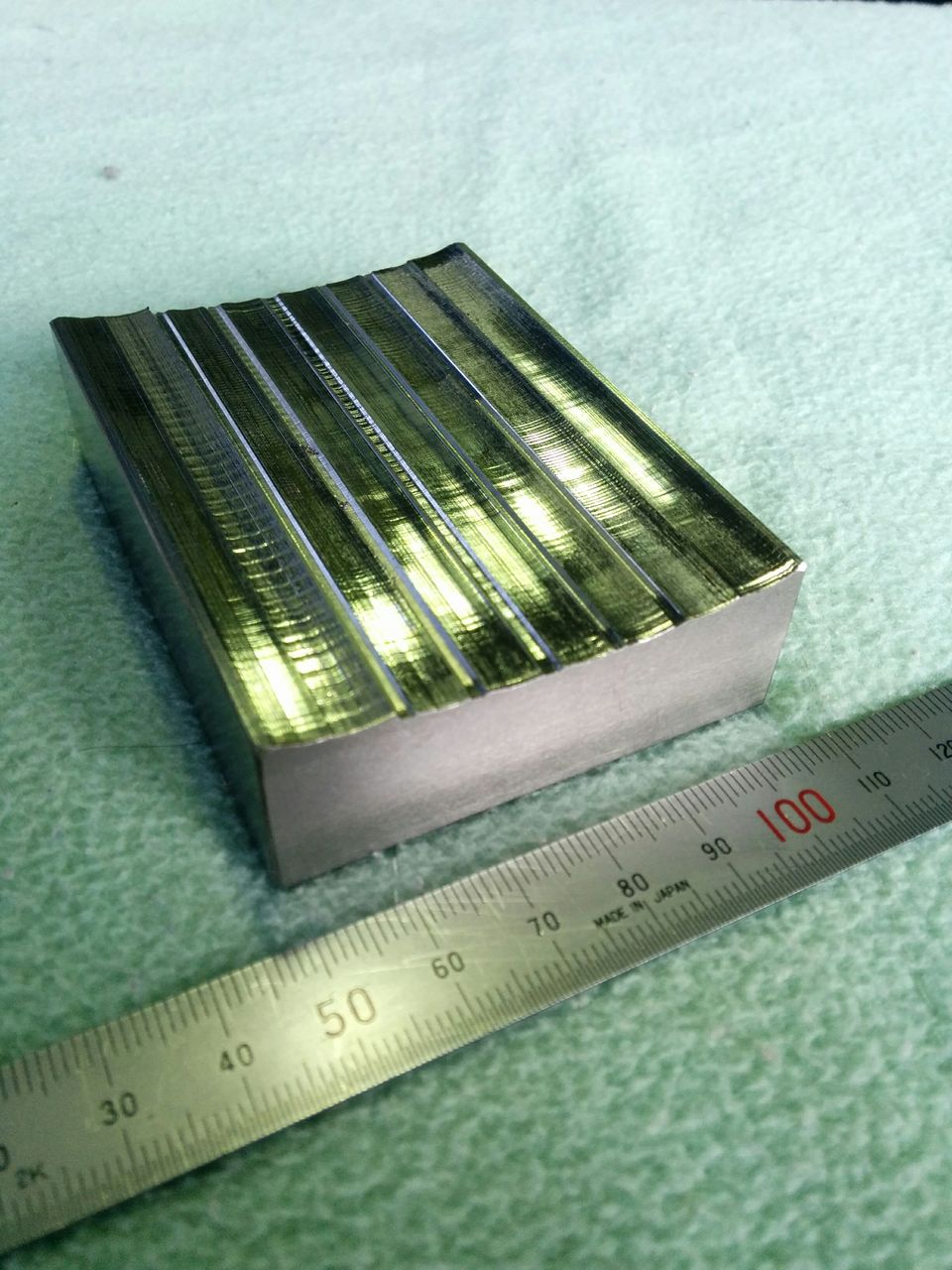
そして、仕上げバイトで仕上げていきます。
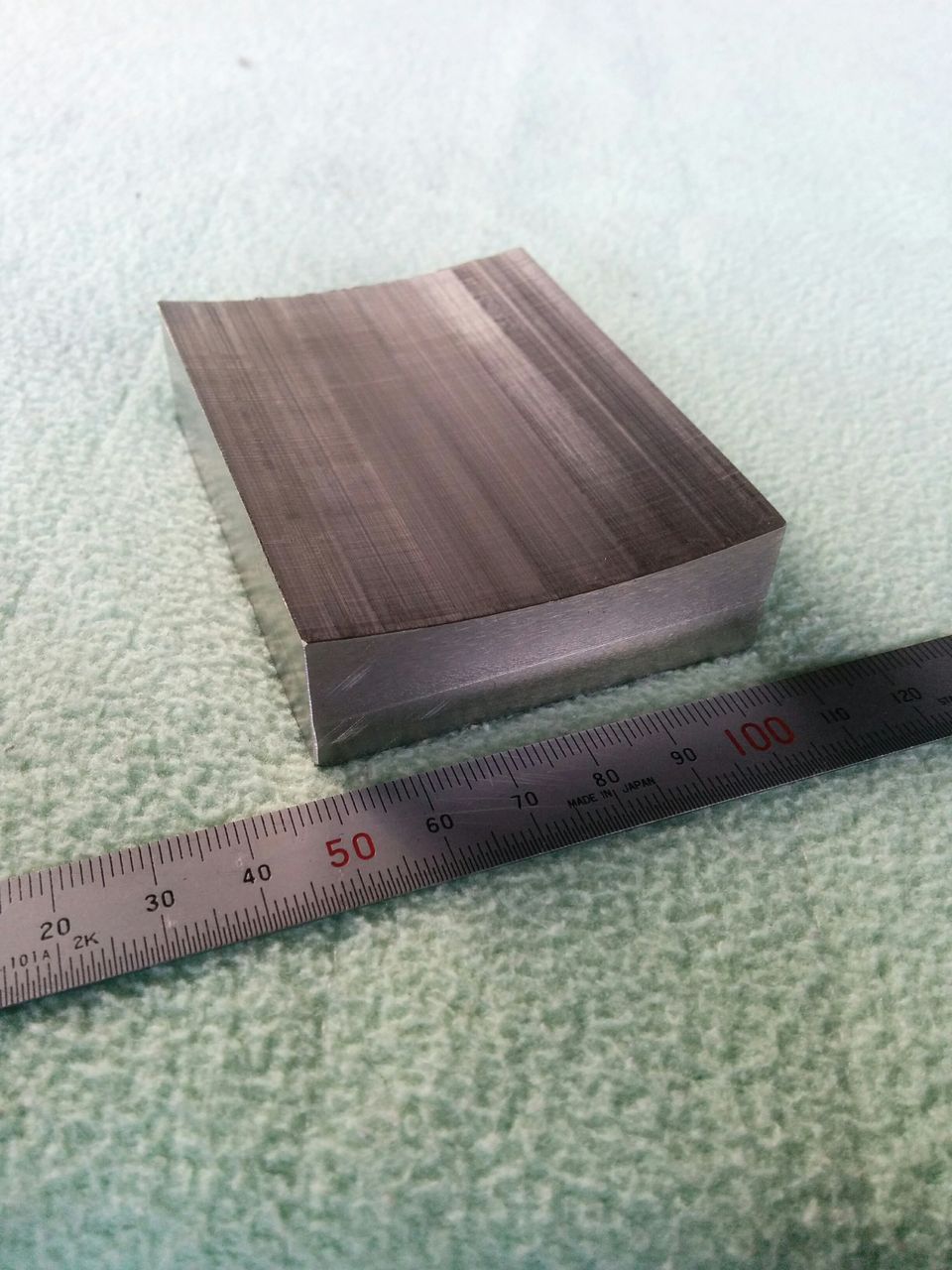
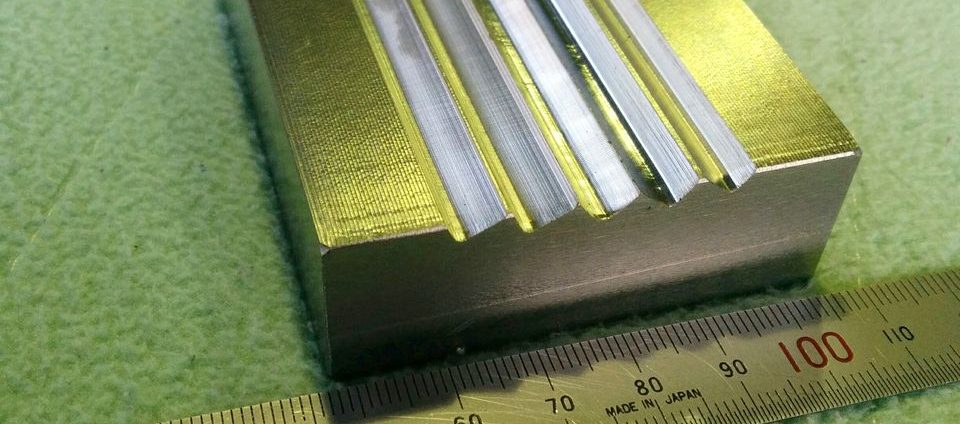
画像では、波のように線が付いていますが、手で触ってみるとそれほど段はありません。少しビビリが出てますが、打ち合わせ時にOK頂いてますので、大丈夫です。
あえて、カエリを取らずに撮影したのにも理由があります。
セーパー使ったことある方なら解って頂けると思いますが、バイトの入り口と抜け口の状態を見てください。
入り口はヘールの効き始めの模様が付き、抜け口は(だれる)のですが、それを最小限に加工してます。
これはおもに、自分で作った、ヘールバリキと呼んでいる道具の調整が決めてです。
いわゆる、ヘールの腰を機械や加工によって調節します。市販のヘールバイトとは、一味違います。
シカルでSS400などをヘール仕上げした品物があればこの部分をよく見ていただければ、職人さんの腕が解ります。たいてい大きな面が取ってありますね(笑
SUS304のヘール仕上げは難しいです。
![]()