![]()
2017/1/16 ものづくりニュース
センターラインのない設備をつくるな!
奇妙な現象の一つですが、改善指導の場では時々、センターラインがない設備に出会うことがあります。
では、Aさんが指導した話を紹介することにします。
D社K工場へのAさんの対応例
AさんはD社のK工場の改善を指導していましたが、ある段階で改善班という、現場作業者を集めて工場の重要改善案件を対策する方式を指導することになりました。
改善班の設置はD工場の現場の方々の夢でした。
現場関係者が提案を出しても、実施が遅ければアイデア倒れになります。
逆に、小さいアイデアでもすぐに実現すれば関係者の満足が得られます。
しかも、これに対してすぐに実行に移す部隊の設置は、工場の活性化を大きく促進します。
なお、改善班は公募で、改善力強化と共に職場のローテーションを進め、多能化を図る人材育成の一環として、企画推進に向けられました。
事実、この施策は現場力の強化と改善活性化、更には人材育成に大きく貢献していきました。
今回紹介するのは、3期生の取り組みの中にあった話です。
改善班が取り組むテーマの一つとして、線引き設備のリール交換作業の効率化がありました。
改善班活動も軌道に乗り、いよいよ改善グループの打ち上げ(飲み会)の日が迫ってきました。
その日は改善班としては改善した設備を取り付ける日程と一致していて、3時には取り付け作業が終了、十分な余裕を持って打ち上げ祝賀会となる段取りになっていました。
AさんはK工場以外にも数工場を指導しており、他工場の改善チームの指導もしていたため、先に飲み屋へ直行しました。
しかし、会が始まる時間になってもK工場の改善チームの3名が現れません。
やがて、待つうちに会場に電話がかかってきました。
「ヘルプ! 同席している設備のベテランAさんに来てほしい!」との要請でした。
仕方なく、早速Aさんは自転車を飛ばし、残った他の方々は一応打ち上げパーティーを開始しました。
会場には他の改善班の方々がいて、
「なぜだろうか? 見た目は問題ないはずだったが……」
と思われながら会はスタートしましたが、D工場の改善班とAさんを待ちながら宴会が進むため、いまいち盛り上がりに欠けていました。
そのような状態から約1時間後、D工場の改善班の方から電話がかかってきました。
当然のこと、皆は顔を見合わせ「ダメだったか?」という表情でした。
ですが、D社の課長が電話に出ると、Aさんの「終わりました。3名を連れてすぐ参席します! 詳細はそちらで!」とのはずんだ声でした。
「今、終わってくるそうだ!」と伝えると、宴会にいたメンバーは「ワーよかった!」と叫びました。
しかし、到着するまでの間、「何も問題無いように見えたあの改善設備に、一体、どんな問題があったんだろうか?」と話し合っていました。
ですが、到着と同時に会は一気にパーと明るくなり、第一声、
「イヤーご迷惑かけました……。Aさん、流石だよ!
来たらすぐに問題解決したんだ。
“センターラインが合っとらん”と言わっしゃってさ、
我々と作った設備を運び、改造し、取り付けた後は、一発で問題なし! だった。
まいった、まいった、プロはすごい……」
との話で、Aさんの体験談と同時に飲み会は大いに盛り上がり、
2次会、3次会と続き、「やった!やった!」で帰宅し、
当然のことながら、飲み屋の代金はD社課長の個人持ちで、
「代償には二日酔いのお土産つきで、明くる日の土曜日は夕方4時まで寝床でうなった」
という話でした。
このような話をお聞きし、筆者も同じような経験を持つため、設備のセンターラインは私に強烈な印象を残しました。
その後も時々、Aさんとはお会いしていましたが、あの時の印象と、多くを教えていただいたことには今でも感謝しています。
どちらかというと、Aさんは無口な方です。
ですが、この対策の後、皆から慕われ無口ではいられなくなりました。
この問題の対策以降、トラブルが発生すると設備に詳しいAさんに相談がかけられ、また、いろいろな体験談を改善班のメンバーが変わる度にお話願うことが多くなったからです。
Aさん自身、特に改善班が設備製作に当たる場合、
D課長が必ずセンターラインの話をお願いしてきたことも、話を上手にする機会を増やしたようです。
Aさんは豊富な体験談を持っています。ですが、落語のように楽しく語る技術はありません。
図面や設備を前にして解説するのですが、相手に考えさせてから答えるようにしています。
これはD課長の指導だったそうですが、クイズ的、かつ習う側が受け身にならない点が、聞く側のレベル増にもなっています。
また、筆者がお会いした時というのは、先の対策の2年ほど後でした。
もう、この時点では不得意とされていた話し方は、すっかり上手になっていました。
お人柄なこともあり、定年になっても系列や協力工場の指導を担当しています。
今お会いしても、歳を感じさせず活躍中です。
コメント
センターラインの問題は設備不具合の検討以外によく遭遇する問題のひとつです。
1970年代まで、設備図面を作成する時には、必ず白紙にセンターラインを引き、それを基準に図面を描くことが常識でした。
設備設定基準はこのセンターラインが中心になります。ですが、時々製造現場は図面通りには設置し難いことがあります。
そこで、筆者がAさんのお話に追加する形で、筆者の体験談を紹介することにします。
米国のホィール工場への筆者の対応例
下に示した図は筆者の体験の一つです。
筆者が米国へ赴任し、工場を建設し、2年ほどが経過した時の頃でした。
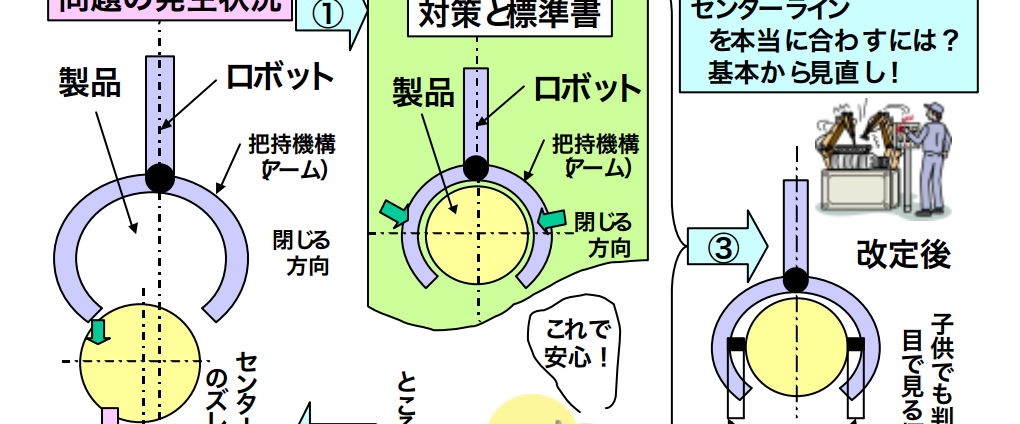
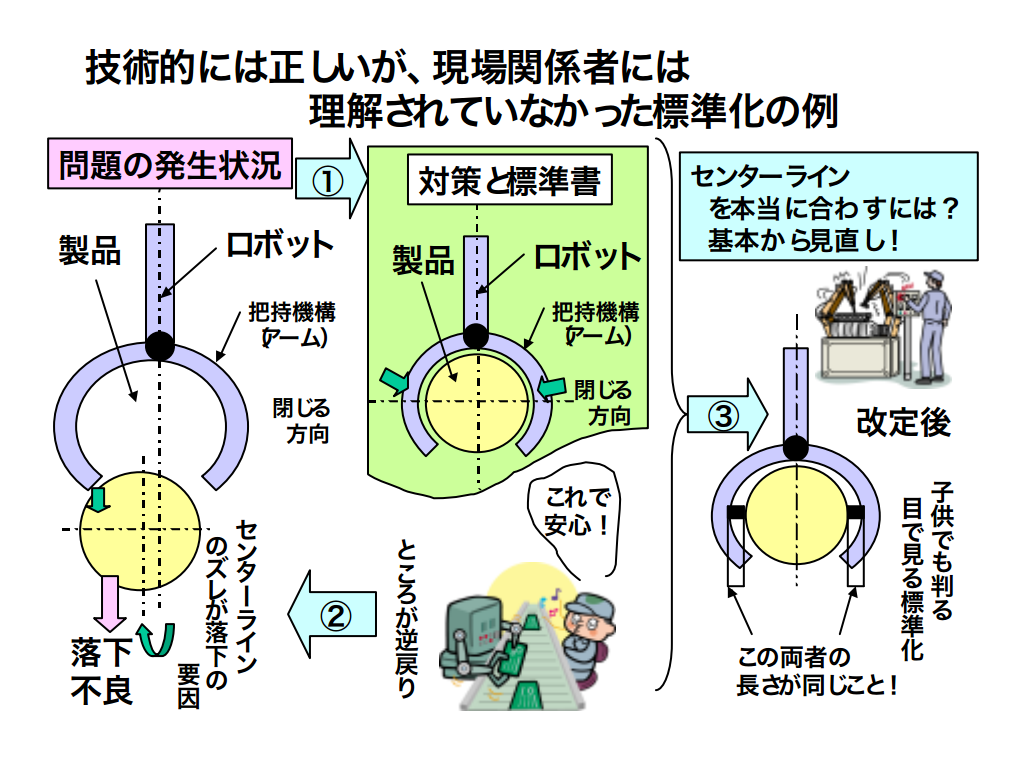
アルミホィールを生産する工場で、粉体塗装を終了したホィールをオーブンのカゴに積み替えるロボットが、積み替えの時にホィールを落とす事態が発生しました。
落下したホィールは当然ですが不良となります。
また、この事象は安全上も問題です。
このため塗装担当者が問題解決に困り、筆者のところへ問題が持ち込まれました。
▼技術的には正しいが、現場関係者には理解されていなかった標準化の例
落下は偶発的です。
そこで、ビデオ撮りをして、画像を3時間程度まわし、落下の事実の撮影をしました。
ホィールを落とすところばかりを映し、検討会議を開始しました。
画像は5画面ありました。
トラブルだけをテレビ撮影と共に3回程度見たとき、筆者はセンターラインがおかしいことに気がつきました。
設備の専門家もいたので、「テレビの画面上に線を引いてみよう、OHPのフィルムをテレビ画面につけてセンターラインを入れてみよう!」と言いました。
早速、設備の専門家たちがその処置を手伝ってくれました。
すると、「中村さんの言う通りだ! センターが狂っている」と言うのです。
そこで、再度現場へ出て検証すると、その事実が確認できました。
設備が新しい時にはこの現象は起きなかったそうです。
センターラインの誤差が範囲内にあったためと考えられます。
しかし、現在は確実にズレが発生しています。
そこで、早速センターラインを合わせる対策をしました。
すると、物理原理よろしく、対策後は全く落下は無くなりました。
さらに、このような体験があったせいか、設備の不具合に遭うと、必ずセンターラインのチェックをするようになりました。
板を切る工場への筆者の対応例
では、もう一つ、筆者が支援していた、ある現場製造現場の仕事でも役立った話を紹介することにします。
再度の説明で恐縮ですが、図面を引くとき、必ずセンターラインを引いてから図を描いてゆく習慣は、歴史を持つ図面屋さん達の常識技でした。
筆者も学生時代からその処置をやってきました。
ところが、現場へ出ていくと必ずしも全ての設備がそうはなっていないのです。
設備設置の時、床面などに図面と同じセンターラインを引かないで設置をした場合、以下のような事を生むようです。
前置きはこの程度とさせていただき、ある板を切る工場の改善の対策支援を頼まれた時に起きた話を紹介します。
新作の設備があるのですが、その不良対策が課題になっていました。
この設備は化粧盤を切る工程に設置された設備です。
上から板を運びながら両端を切る設備ですが、板が曲がって切れるという問題がありました。
それも、毎回ではなく偶発的で、不良は2%程度とのお話で、現場見学をしたわけです。
その設備は、見た目はすごく合理化されていました。材料の曲がり止めのため、多くの工夫がなされていたのです。
切断材は振動で曲がるので振動防止装置を付け、ローラーで運ぶので曲がり防止のためローラーの直径を毎朝計測するというチェックを現場では実施していました。
また、状態の悪いローラーは交換するということですが、チェックリストで設備の維持管理をしていて、この面でも設備管理は徹底しているように見えました。
確かにこの対策で不良は、以前より減っているそうです。ですが、ゼロではありません。
筆者は早速、お話の設備を拝見しました。
そして、見た途端に「設備の図面を持ってきてください。センターラインはどこですか?」という質問をしました。
図面が出てきました。
図面には、センターラインがあるのですが、センターラインは図面上だけであり、機械上、さらには製品製造に関するセンターライン無しで生産が遂行されていることがわかりました。
つまり、各種調整を行うのですが、その基準がわからないのです。
そこで、
「この設備の設計者の方を呼んでください。現場での改善は限界だと思います。
この不良の問題は、設備の設計不良を直さなければ解決しないと思います」
とお話し、事務所の黒板がある会議室へ戻りました。
会議室では、早速筆者が原理図化法と言う図を書いて、製品が切断される原理とセンターラインの無いことを説明したわけですが、関係者は「ウーム……」となりました。
「この場合、板を切るときにセンターラインを維持する設備を追加するか、
化粧板の片方を作成時に綺麗に切り、片一方の側を基準に板の片端を正にして切る方式です。
その他、製品に一時的にマークを打ち、センターを検出しながら制御しながら切るなどの方法が考えられますが、要は製品のセンターラインを定めて、切断時に維持することの対策をいかに安価に行うか、ですね」
とお話しました。
管理強化ではなく、設備運用の要点を物理的に直す必要を強調したわけです。
この説明で、関係者の答えは「なるほど!」となり、即座に対策され、同時に不良も当然のようにゼロを維持するようになりました。
紙パックを生産するメーカーへの筆者の対応例
次に紹介する話もセンターラインの不具合に関する対策です。
これは、あるメーカーで技術支援をした時の話です。
この企業では紙パックを生産するラインがあり、箱状の形を作る際に、箱を折り曲げ精度良く糊付けする機械がありました。
外国製の機械で、どのメーカーも類似の設備で生産しているとのことでした。
この設備は高速でパックを曲げ、糊付けする機械です。
ですが、ここでは多少量処理を図るため、段取りに大変な時間とベテランを要していました。
このため、
「製品の切り換え変更時に行う、この機械の段取り改善をしたい。
ついては現状分析のためにビデオ分析をしたい!」
という対策と共に、筆者が改善指導を担当させていただくことになりました。
当然、ビデオ撮りした結果を見てもわかる通り、段取りは時間もかかるし、かなり大変な作業でした。
製品は寸法通り作る必要があり、これを折り曲げて糊付けする工程をこの設備がカバーしているわけですが、作業を拝見していても、製品のどの基準線を頼りにして機械のセッティングをしているのかが私にはわかりませんでした。
作業を見ていると、あそこを調整すると、今度はここを調整する。また、ここを調整すると、今度はあちら、そして、そこも……といった状態でした。
この調整を2名で行っていたわけですが、とにかく機械の前後を飛び回りながらの調整が1時間に及んでいました。
私が作業見学をしているためか、「今日はどうも調子が悪くて……」といった調子で作業は進められていました。
以上が現場観察です。
いよいよ現場見学も終わり、改善のため部屋に戻り、早速データを見たのですが、案の定調整の時間がバラバラでした。
良い日もあれば、悪い日もあるといった具合で大きくばらつく段取り作業の記録です。
これをもとに、筆者は関係者と共に改善検討に入りました。
まず、現場関係者から「どうです、中村さん、大変でしょ!」という話から検討がスタートしました。
この見解を受け、筆者は「ビデオを見て改善するのも良いかもしれませんが、この機械のセンターラインはどこですか? 図面を見せてください」と質問しました。
設備の調整が何を基準に行っているかが現場ではわからなかったためです。
すると図面が出てきました。
当然のことですが、その図面にはセンターラインが描かれてありました。
ですが、問題は現場の設備です。
現場の設備にはセンターラインを示すものが何も見当たらないです。
そこで、早速現場の設備上にセンターラインを作る対策を提案しました。
そして、図面のセンターラインを基準箇所にゲージをつけ、調整の際に製品のセンターライン基準に、計算によって求めた調整幅を作ることにしました。
その結果、当然ですが調整は定量的となり、段取り時間は極端に短くなりました。
当然、このような環境整備で、ベテランと素人の差異は全くなくなりました。
事後談ですが、段取り改善は調整ゼロを基本とします。
しかし、基準無しで各調整をした結果、『理の当然』という形で、あちら、こちらと調整が始まります。
そして、それが作業の混乱を招きます。
筆者はこの、図面にセンターラインがあるのに本体の設備に表示されていないという設備に時々出会います。
「不思議と言えば不思議だな」と思うわけですが、こう思うようになったのは、筆者の各社で行う改善対策指導が軌道に乗り始めてからです。
また、先に紹介したAさんの体験談をお聞きしたことが、大きく関係しています。
電子部品生産工場への筆者の対応例
このような対策を終了した直後、今度はまた別の会社ですが、電子部品や小さなコネクターを生産している工場から、設備のチョコ停対策の依頼を受けました。
問題は「部品がきちっと流れないで小停止するので、対策を教えてほしい!」というものです。
そこで、この企業の製造現場へ行き、早速設備を拝見したわけですが、製品が設備の搬送中によく止まっていました。
また、しばらくその様子を見ていると、作業者はガイドをちょこちょこと調整し、設備が動きだすと設備から離れるということを繰り返していました。
そこで、質問しました。
「今、作業者の方が設備を調整されましが、製品寸法にバラツキがあるのですか?」
「いえ、ミクロン代です」
「それなら、何をもとに設備を調整したのですか?」
「……?」
「この設備を調整する時にセンターラインはどこであり、どの程度そこから幅を取ればスムーズに流れるかをつかんで対策することが大切です。
どうもセンターラインが宙に浮いた形であり、機械には標準がないようですが?」
「センターラインが無い設備? 確かに……」
「部品が止まる原因は、部品の傾きや設備の振動によるものと思われます。
ビデオを撮ると、そのことがわかると思います。
ただし、こちらへ来て見られるとわかりますが、ほんの少しですが線路が蛇行しているようです。
ほら、少し曲がっているでしょ。
このため、部品が流れるときに部品の面と設備の搬送ラインの壁の抵抗が生じて、そのバラツキで部品の流れが時々止まるわけです」
「なるほど、4千万円もする設備だし、他社にも納入実績があるので安心しきっていました。
確かに、図面にはセンターラインがあったのですが……」
「でも、設備のどこにもそれが表示されていないですね!
設備の心臓部、この設備の場合は部品に線材を自動で精度よく取り付けたり、カバーを装着したりする自動機ですから、寸法精度が重要です」
「なるほど!」
「そうです。
このような機械の場合、センターライン、つまり設備の基準線がハッキリしていたら、
各ステーションの治具セッティングはマイクロメータやノギス基準で位置を定めるべきです。
そこにお金をかけず、どうも複雑な作動機構やポカヨケ装置にお金をかけ、設備の価格を4千万円に作りあげているです。
このようなものをキー技術といって、メーカー任せにすべきではありません。
早速、この設備上にセンターラインだけでもしっかり定め、調整を定量的に行うべきです」
このようなサジェッションで納得が得られたわけでしたが、ここでも改善を進めた結果、70%の稼働率であった設備がたった1ヶ月で99%超に跳ね上がりました。
あと、1%は別の原因があるようですが、そこまでは今回お手伝いしなかったので、わかりません。
ですが、とにかく設備は見違えるような稼働に変わったそうです。
物理的に重要なセンターラインの設定は、設備制作の基本です。
ですが、筆者の体験談を記録に頼らず思い出した事例の数々のように、センターラインが無いため調整がノウハウ化された設備は産業界に多数あります。
また、この原因で発生する問題はさまざまです。
このため、設備の問題に対するご相談を受けると、最初にセンターラインのチェックを行うようになったのです。
このチェックを最初に行う行為が、筆者の場合はクセになっているようです。
本文をお読みになった方々も、もし設備上の問題やノウハウ伝承に関してお困りの場合、是非、一度は最初にセンターラインのチェックをお願い致します。
![]()