
![]()
2017/3/7 ものづくりニュース
【API 670規格-Machinery Protection Systems-概要】vol.3 モニタシステム その2
前回に引き続きAPI 670規格で規定されるモニタシステムについて説明しますが、今回はモニタシステムの中のオーバースピード検知とピストンロッドドロップモニタリングに関して説明します。
4-3.電子式オーバースピード検知 (Electronic Overspeed Detection)
API 670規格において規定されている電子式オーバースピード検知システム(Electronic Overspeed Detection System)は、オーバースピード保護システム全体の中の一つのコンポーネントであり、ソレノイド、中間リレー、トリップバルブなどの他のコンポーネン トに関してはこの規格では取り扱わないとしています。
つまり、この規格で規定しているのは回転パルスを検知するセンサから、その回転パルスを回転数に変換、警報設定値と比較してトリップ信号(リレー接点)を出力するまでの部分です。
また、電子式オーバースピード検知システムはオーバースピード検知機能のみの専用システムであり、ハードウエアはプロセス制御や機械制御システムから分離しているだけでなく、API 670規格で規定している軸振動や軸位置などのシステムからも完全に分離され、独立したシステムでなければならないことが要求されています。
このことは、前号の図4、図5でも示されています。
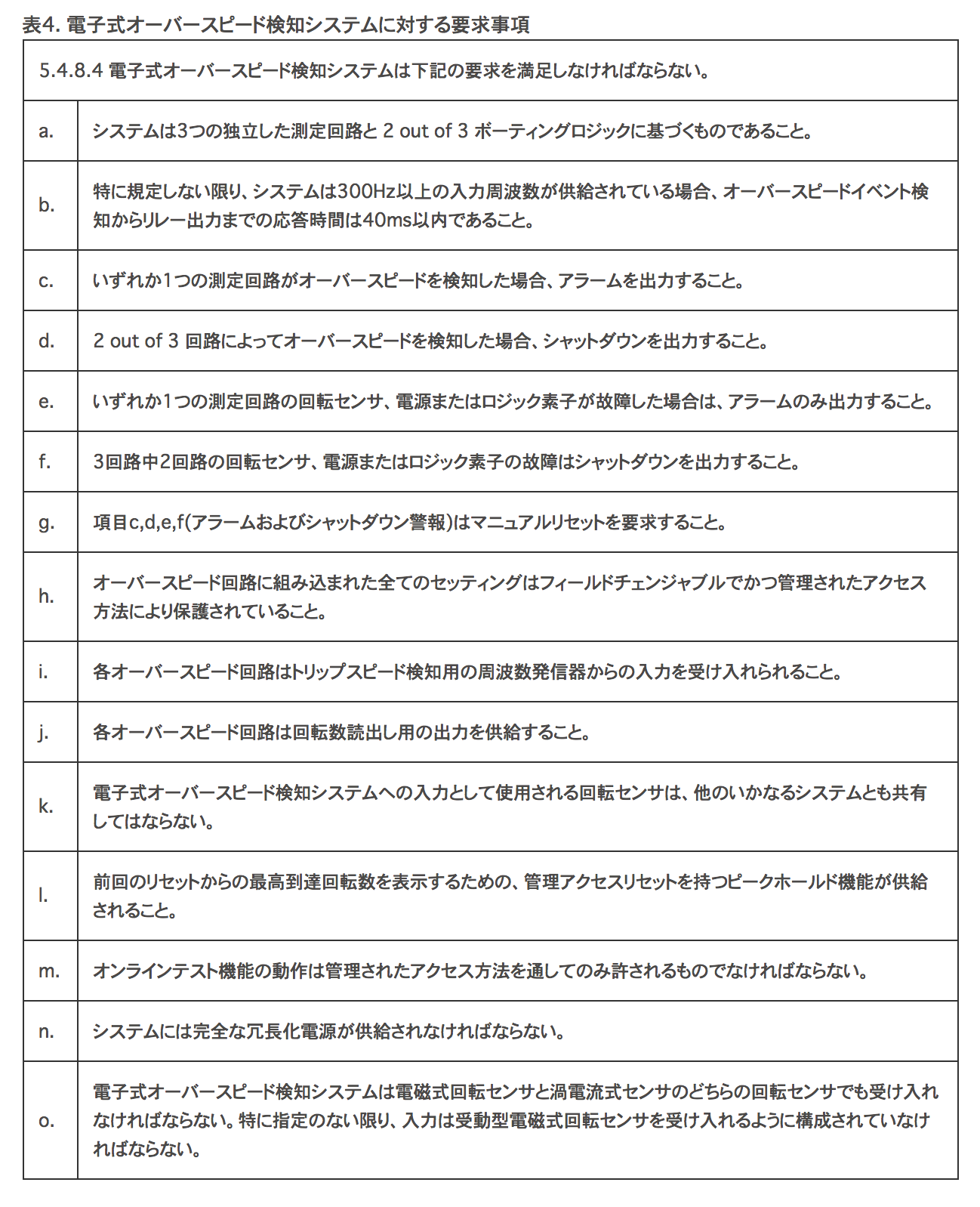
さらに電子式オーバースピード検知システムは表4に示す要求事項を満足しなければならないと規定されています。
4-4.ピストンロッドドロップモニタリング (Piston Rod Drop Monitoring)
API 670規格は、ほとんどが回転機械の監視・保護に関するシステムの規定であり、レシプロ機械を対象としたピストンロッドドロップモニタリング(Piston Rod Drop Monitoring)の規定は、この中では異色のものです。
この項目は、「ライダーバンドの磨耗を監視することによりピストンがシリンダライナに接触することを防ぐための監視項目」として規定されています。
図6にシステム構成例を示します。このシステムでは、1パルス/1回転の位相基準センサを設置して、この位相基準信号から任意の位相角のポイント、すなわち1ストロークの中の設定した一箇所の測定点のデータのみを常に計測することで、コンプレッサのプロセス条件の違いによる影響を最小限に抑えるようにしています。
以下にこのシステムに対するAPI 670の要求事項を列記します。
- 特に指定がない限り位相基準センサを設置する。
- このシステムは1ピストンあたり1CHとする。要求があれば、X-Y(垂直と水平)設置とする。
- 測定レンジは±9.99mmで分解能10μmとする。
- OK警報設定値はトランスデューサのリニアレンジの両端とする。ただし、絶対ギャップは1mm以内とはしないこと。
- いずれかのCHがデンジャー設定値を超えた場合、デンジャー警報を出力する。(各CHのORロジック)
- ロッドドロップセンサの測定値より、クロスヘッドピンからピストンまでの寸法(A)とクロスヘッドピンからセンサによる測定点までの距離(B)の比率を利用したロッドドロップの演算が出来ること。
- 運転温度に達した後、熱膨張をキャンセルするためのイニシャルリセットが出来ること。
- 入力感度は7.87mV/μm、または3.94mV/μmとする。標準は7.87mV/μmとする。
- 感度は±50%の範囲で調整出来ること。
- 下記の2つのモードでライダーバンド磨耗量を表示可能なこと。
- クランクシャフトが2rpm以下の低回転ではランナウト表示が可能なこと。
トリガーモード
位相基準信号から指定した位相角の1点のみの測定値を基にした磨耗量
アベレージモード
ストローク全体で平均値処理した値を基にした磨耗量
これまで3回に渡ってAPI 670規格の概要を説明いたしましたが、これにより多少なりともAPI 670規格とはどのようなことを規定しているものかという参考にしていただけるのではないかと思います。
ただし、これらはAPI 670規格の主要と思われる部分ではありますが、規格の中の一部に関して、その概要を説明したものであり、規格全体に渡って、詳細に説明しているものではありません。
具体的にAPI 670規格適用を検討される場合には、必要に応じて原文(API Standard 670 Fourth Edition“Machinery Protection Systems”)を参照するようにしてください。
次回はISO規格に基づく機械状態監視診断技術者(振動)の認証制度について紹介する予定です。
出典:『技術コラム 回転機械の状態監視や解析診断』新川電機株式会社
![]()