
![]()
2017/7/25 ものづくりニュース
【状態監視モニタ】vol.6 伸び差モニタ(その2)
今回は前回に引続き伸び差モニタに関する説明ですが、「単センサ方式」「相補伸び差方式」「ランプ伸び差方式」のそれぞれの違いと特徴について説明します。
伸び差演算方式
伸び差計測においては、通常±1mmの軸位置計測に比べ非常に大きな測定レンジが必要であり、これをどのようにして実現するのかということが1つの課題となります。
非接触変位センサ自体で大きな測定レンジを確保できれば良いのですが、変位センサの測定レンジを大きくするためにはセンサの形状も大きくなると同時に、必要とするターゲットエリアも大きく取る必要があり、タービン車室内でそれらのスペースを確保することが困難になるという現実的な問題が発生します。
伸び差測定レンジがセンサの測定レンジ(リニアレンジ)より小さく、かつ車室内にセンサとターゲットのスペースを確保できるようなケースにおいては、最も単純なシステムとなる図8-(a)の単センサ方式を適用できるのですが、伸び差測定レンジがセンサ測定レンジを越えるようなケースや、センサとターゲットのためのスペース確保が問題となるようなケースでは図8-(b)の相補伸び差方式や図8-(c)のランプ伸び差方式を適用することになります。
それではまず、表3に概要を示し、次にそれぞれの方式についてもう少し詳しく説明します。
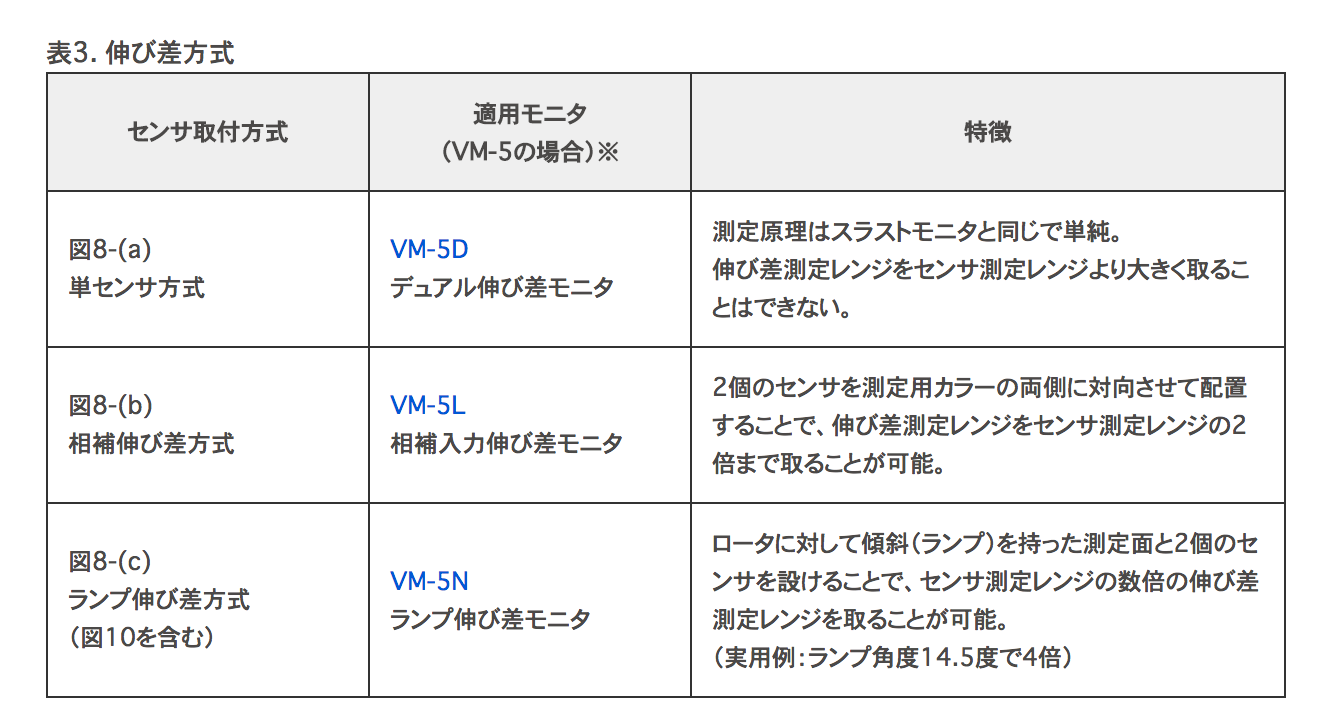
※VM-7モニタの場合、VM-701, VM-701Bモニタが伸び差だけでなく、振動、軸位置など多くの計測パラメータに設定可能で型式による区別がないため、計測パラメータ毎に機種・型式が設定されているVM-5モニタを例に表記しています。
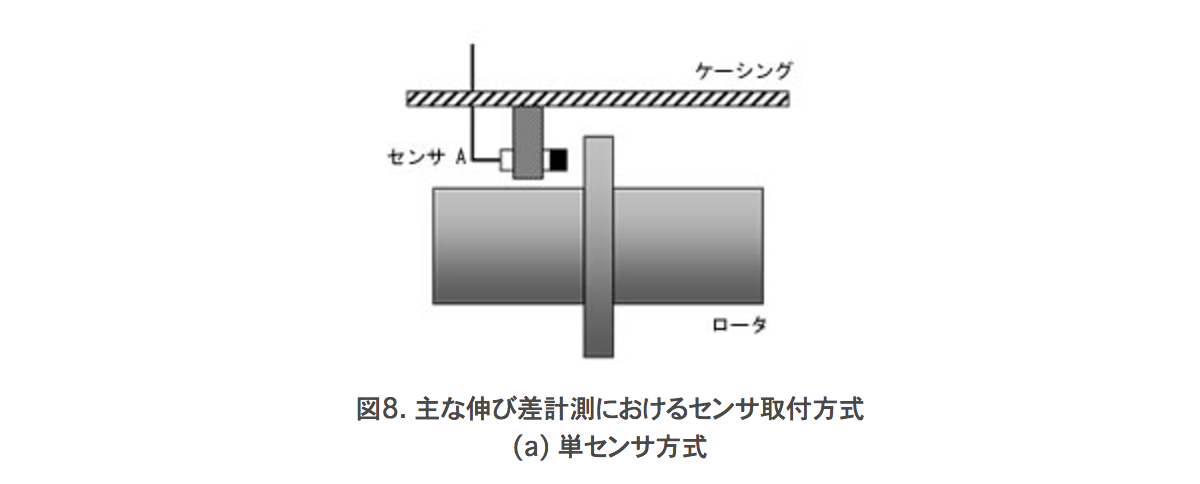
(a)単センサ方式
1つのセンサで測定用カラーとのギャップを計測する方式であり、基本的な原理は2011年11月号の「スラストモニタ」と同じです。
原理的には単純で分かりやすいのですが、伸び差測定レンジをセンサの測定レンジ(リニアレンジ)以上に大きくすることはできません。
したがって、VKシリーズで最も長レンジのVK-263P(リニアレンジ26mm)を適用しても、伸び差測定レンジは26mm以下にしなければなりません。
なお、測定点数1点当たり、センサの入力点数も1点であり、2CH入力のVM-5モニタの場合、1台のモニタで2点の計測が可能であるためVM-5Dは「デュアル伸び差モニタ」と称しています。
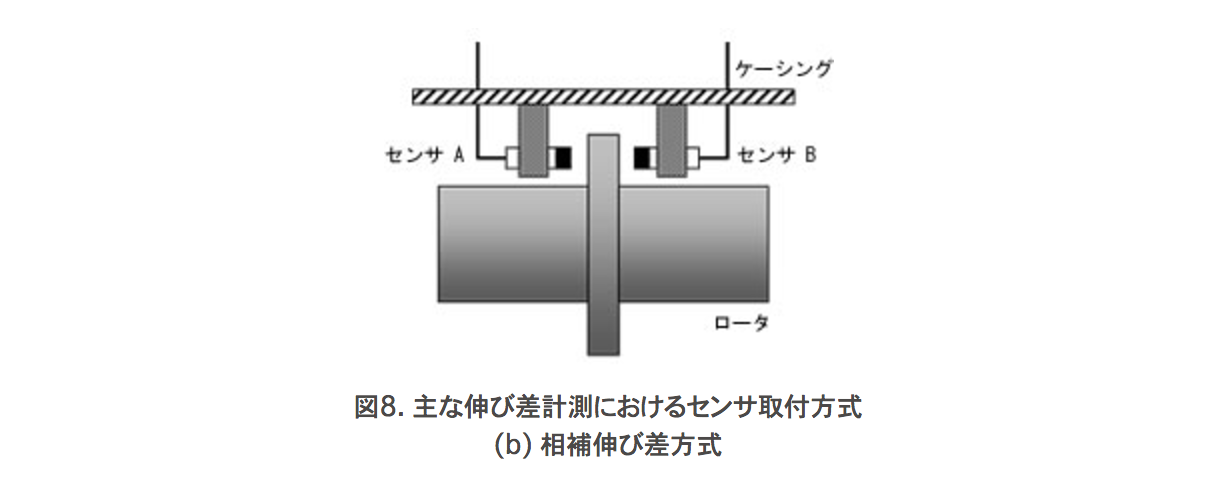
(b)相補伸び差方式
図8-(b)に示すように、2つのセンサA,Bを測定用カラーの両側で相互に対向するように配置します。
図8-(b)において測定用カラーが両センサ間の中央より左側となる範囲では、左側のセンサ(センサA)で測定し、中央より右側となる範囲では右側のセンサ(センサB)で測定します。
伸び差測定レンジの中央で2つのセンサを切替えて測定するため、伸び差測定レンジはセンサの測定レンジの最大2倍まで取ることが可能となります。
例えば、伸び差測定レンジ50mmであれば、VK-263P(リニアレンジ26mm)を適用することで実現できます。
なお、相補伸び差モニタにおける、センサAとセンサBの切り替わり点の演算は、少々複雑な処理が必要となります。
これはセンサAからセンサBへの切替えを、単純にセンサAの出力が伸び差測定レンジの1/2に相当する点で行なったり、または両センサの出力を単純に伸び差測定レンジの1/2に相当する点でクリップして差動演算を行なったりすると、センサの取付精度(セットギャップ)やドリフトなどにより伸び差出力が突変したり、不感帯を生じる可能性があるためです。
VM-5LおよびVM-701、VM-701Bの相補伸び差演算においてはこのような現象を回避するためにセンサAとセンサBの切り替わり点付近ではそれぞれの感度を1/2として差動演算を行なうという特殊な処理をしています。
この演算に関する説明は複雑で多くのページを割く必要がありますのでここでは割愛させていただきます。
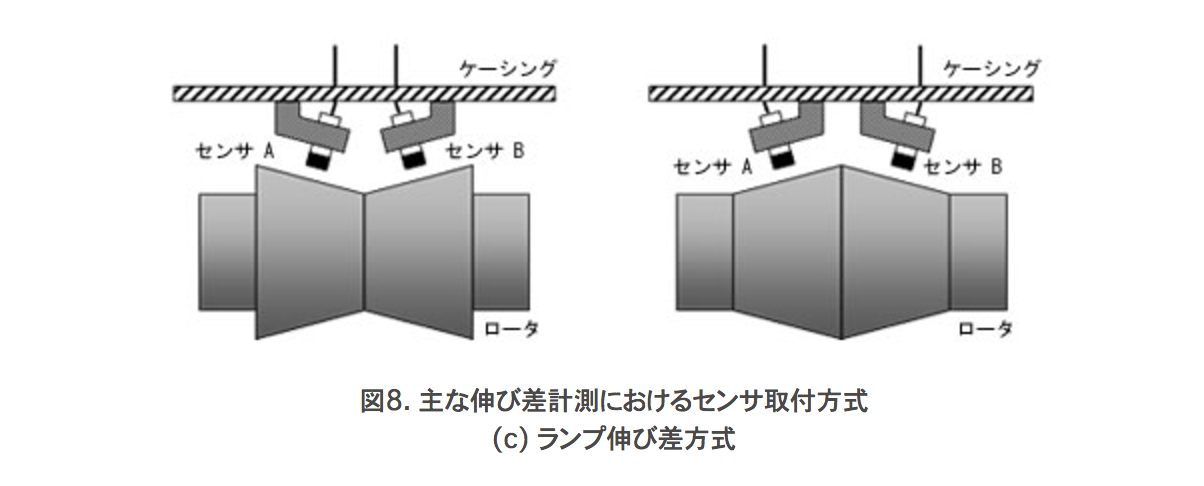
(c)ランプ伸び差方式
図8-(c)に示すようにロータ軸方向に対称な傾斜を持った部分を測定面として、それぞれの測定面とのギャップを測定するようにセンサを配置します。
これによりセンサの測定レンジよりも大きな伸び差測定レンジを実現することができます。
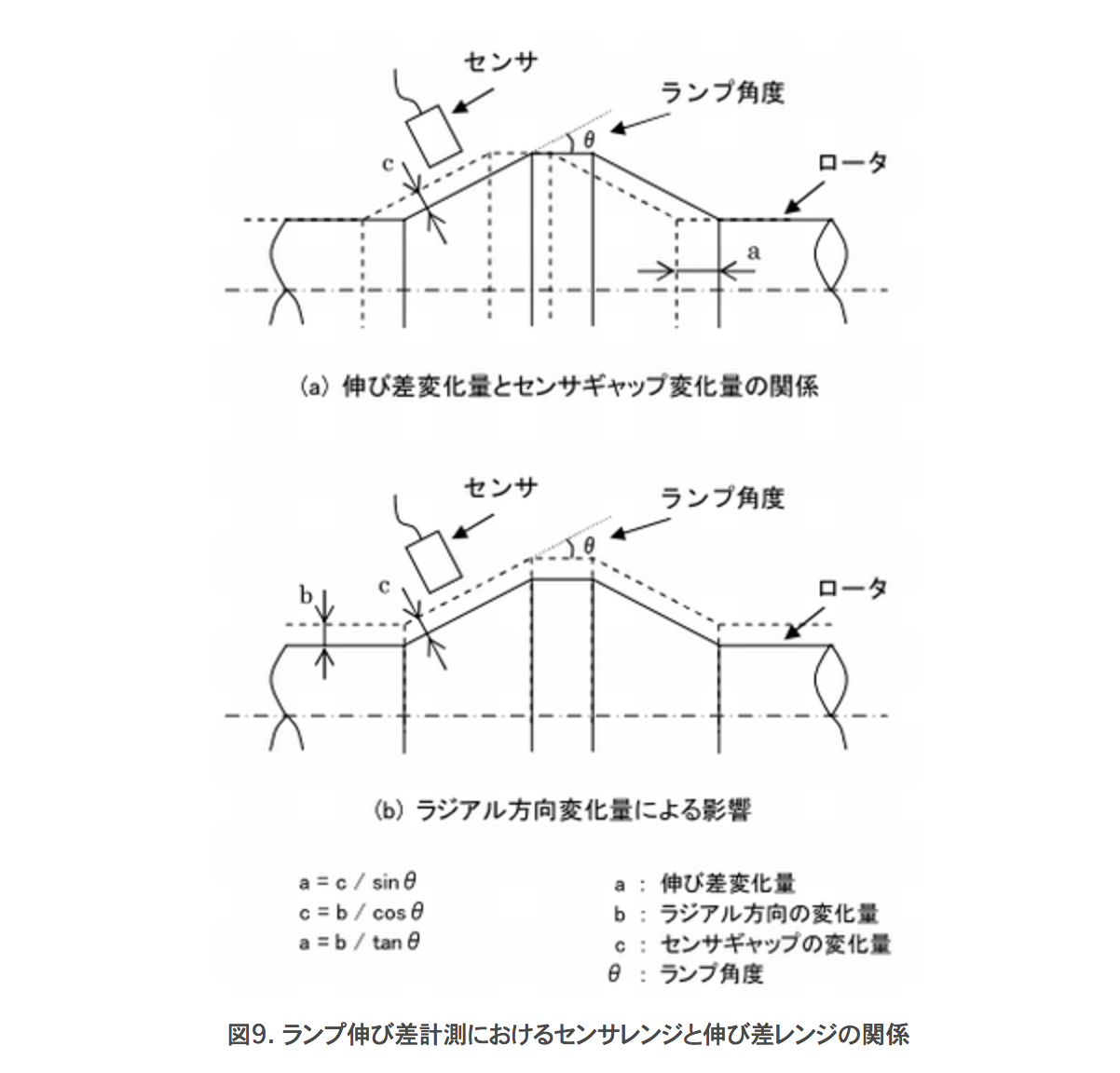
その原理を図9で説明します。
図9に示すようにロータと測定面の成す傾斜角をランプ角度と呼びθで表します。
まず図9-(a)において、ケーシングに固定されたセンサを規準として、ロータの軸方向の移動量である伸び差変化量をaとし、センサギャップの変化量をcとすると、a=c/sinθという関係になります。
つまり、伸び差測定レンジは、センサ測定レンジの(1/sinθ)倍とすることができるということになります。
これは、例えばθ=14.5度とした場合には、センサ測定レンジの4倍の伸び差測定レンジを確保できるということであり、13.5mmレンジのVK-143Pを適用して、50mmの伸び差を測定できるということを示しています。
これだけ十分な伸び差測定レンジが確保できるならセンサは1個だけでよいのではないか、または2個取り付けて相補伸び差と同様な演算を行なうことで、さらに2倍の伸び差測定レンジを確保して、より小型のセンサを適用できるのではないかと考えられるかもしれません。
ところが、ここで図9-(b)に示すラジアル方向の変化量bが問題となるのです。
タービンロータは回転数上昇とともに潤滑油膜圧力が上昇し斜め上方に浮上してゆきますが、この変化量がbということになります。
bはセンサギャップの変化量cに対して(c=b/cosθ)として影響を与えますので、これを伸び差変化量に換算すると(a=c/sinθ ⇒ a=b/tanθ)となります。
仮にθ=14.5度で、b=0.3mmであったとすると、a=b/tanθ=3.87bより、伸び差測定値に対する誤差要因として約1.2mmの影響を与えることとなります。
そこで、2個のセンサで測定することにより、ラジアル方向の変位による影響を受けないように補正しています。
ラジアル方向の変化量bは、センサAの測定値にも、センサBの測定値にも全く同じギャップ変化量(c=b/cosθ)として影響しますので、2個のセンサによる測定値の差動演算([センサAの測定値]-[センサBの測定値])を行なうことで補正することができます。
ここまで述べた説明はランプ伸び差方式の中の「差動演算方式」ということができますが、ランプ伸び差としてはこの他に図10に示すような方式もあります。
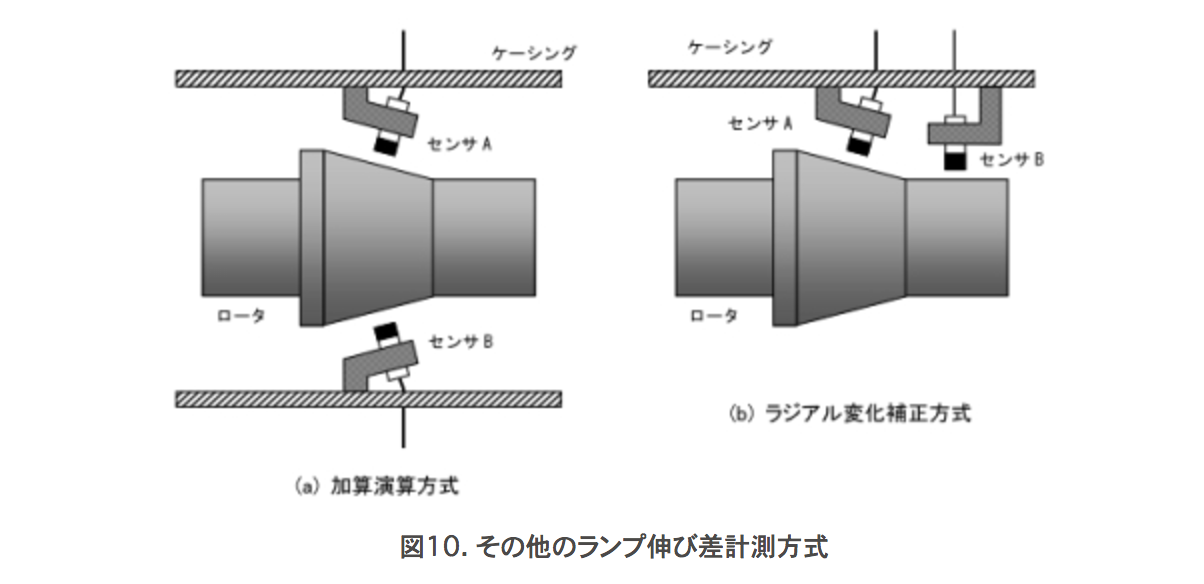
図10-(a)の「加算演算方式」は、ロータのセンターライン(軸中心線)に対して対象となるように2つのセンサを配置します。
この時、図9で示したラジアル方向の変化量bは、センサAの測定値とセンサBの測定値に極性が逆の同じギャップ変化量(c=b/cosθ)として影響します。
つまり、図10-(a)でロータが上方にb’だけ動いたとすると、センサA側のギャップはc’(c’=b’/cosθ)だけ狭くなり、センサB側のギャップはc’だけ広くなるということを意味しています。
したがって、2個のセンサによる測定値の加算演算([センサAの測定値]+[センサBの測定値])を行なうことでラジアル方向の変化量bを補正することができます。
この加算演算方式は、伸び差の変化に伴う、センサで測定している部分のロータ直径の変化を測定しているのと等価であるということができます。
最後に図10-(b)について、これには簡潔で的確な名称を付けにくいのですが、「ラジアル変化補正方式」として説明します。
「差動演算方式」も「加算演算方式」もラジアル変化量を補正するための演算なので、図10-(b)の「ラジアル変化補正方式」という呼び方は適切ではないと言われそうですが、一方のセンサ(センサB)で直接ラジアル方向の変化のみを測定して補正をかけるため、このように呼んでみました。
さて、この方式では、センサBで測定したラジアル変化量bをセンサAのギャップ変化量(c=b/cosθ)に換算して、センサAの測定値から減算することで、ラジアル方向の変化量bによる影響を補正しています。
したがってこの方式は、一方のランプ角度を0度(ゼロ度)とした特異なケースの「差動演算方式」ということができるかもしれません。
VM-5NおよびVM-701,VM-701Bのランプ角度設定範囲は4度~90度となっています。
例えば、ランプ角度θを4度とした場合、(1/sinθ)=14.3となりますので、センサ測定レンジの14.3倍までの伸び差計測レンジを設定することが可能ということになります。
ただし、ランプ角度を小さくするとターゲットの加工精度やセンサの取付精度などの影響も大きくなりますので注意が必要です。
実際に適用されているランプ角度θの値としては、先の説明で例として示した14.5度(4倍)の他に9.5度(6倍)などがあります。
次回は回転モニタに関する話を予定しています。
出典:『技術コラム 回転機械の状態監視や解析診断』新川電機株式会社
![]()