
![]()
2017/9/26 ものづくりニュース
【振動解析と診断】vol.7 振動解析診断システムの紹介(2)
前回に引き続き、今回も新川電機の回転機械振動解析診断システムinfiSYS RV-200の特長に関して紹介します。
回転機械振動解析診断システムinfiSYS RV-200の特長
常設型として紹介した回転機械振動解析診断システムinfiSYS RV-200 には以下に示すような特長があります。
すべての回転速度に対応
小型回転機械(転がり軸受支持)から、大型回転機械(すべり軸受支持)まで全ての回転機械の振動解析・診断に対応
図24のシステム構成例にて説明したように、転がり軸受支持の小型回転機械に取付けられた加速度センサからの信号と、すべり軸受支持の大型回転機械に取付けられた軸振動センサから(状態監視モニタ経由)の信号を一つのシステムに取り込んで、全ての機械の振動解析診断を行うことができます。
勿論、小型回転機械のみ対象のシステムまたは大型回転機械のみ対象のシステムとすることも可能です。
それぞれの現場の必要性や規模に応じたシステム構成を実現できます。
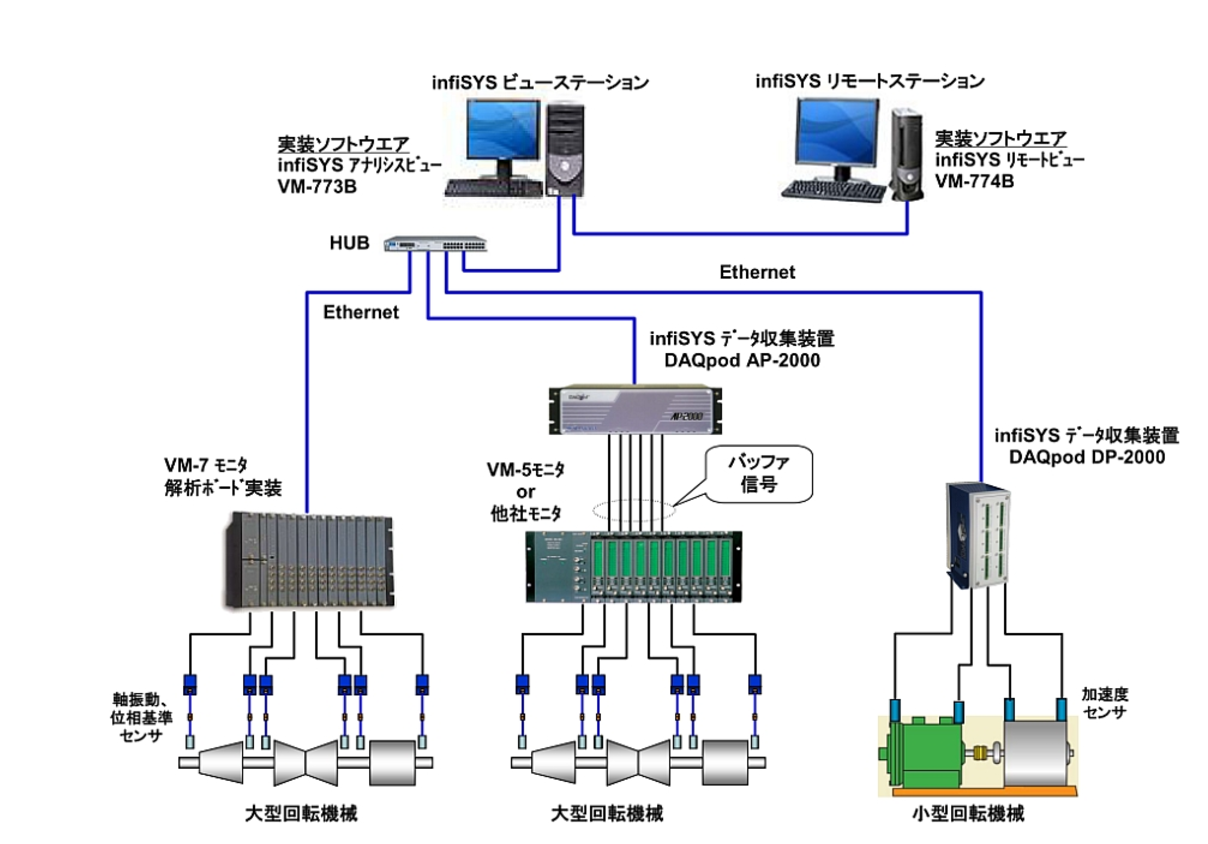
図24. infiSYS RV-200の典型的なシステム構成例
高速データ収集
最短データ収集間隔トレンドデータ1秒、波形データ10秒警報発生時(警報前20秒間、警報後10秒間)は、トレンドデータ収集間隔0.1秒の高速データ収集を実現
トレンドデータとは、前回も紹介した表4の中の「短期/長期トレンドグラフ」に示した回転数やOA振幅、1X振幅/位相等のトレンドグラフに表示できるデータのことで、振動波形のようなダイナミックなデータではなく、それらから演算処理して得られた回転数や振幅、位相等の量を示すもので、スタティックなデータということができます。
ポーラ線図、軸軌跡、X-Yグラフ、S-Vグラフ、ボード線図はトレンドデータより生成するため、これらのデータ更新間隔はトレンドデータと同様に、通常1秒間隔、警報発生時の高速データ収集期間では0.1秒間隔となります(DAQpod適用時)。
波形データとは、設定されたサンプリング周波数(非同期サンプリングでは固定値、同期サンプリングでは回転数に応じて変化する)で収集した波形そのもののデータのことで、ダイナミックなデータといえます。
波形データはデータ容量も大きく、システムとしての入力点数や周波数分析ライン数、各種保存件数制限や保存期間の設定とビューステーションのHDD記憶容量との兼ね合いで最短10秒間隔から最長10分間隔の範囲で設定することができます。
スペクトル、オービット、ウォーターフォール等は波形データから生成しますので、これらのデータ更新間隔は波形グラフと同様に、10秒から10分の範囲で設定された波形データ収集間隔となります。
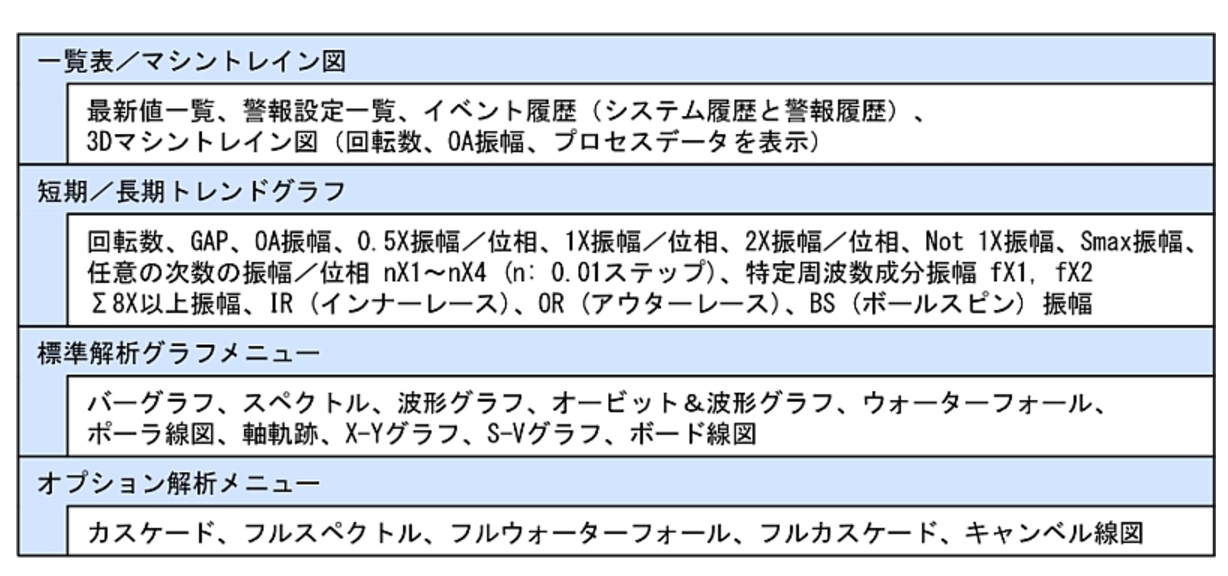
表4.infiSYS RV-200の主な仕様(データ表示/解析メニュー)
多様なシステム構成
他社製を含む各種状態監視モニタとの組合せを実現
図24(infiSYSRV-200の典型的なシステム構成例)の中央に示したように、大型回転機械の状態監視モニタには通常、入力の振動波形信号をゲイン1倍のバッファアンプを介して出力する「バッファ信号」出力が付いていますが、これをデータ収集装置DAQpod(AP-2000 or DP-2000)に接続することでシステムを構成することが可能です。
したがって、新川電機の状態監視モニタだけでなく、他社の状態監視モニタが設置されている振動監視システムであっても、DAQpodを使うことで振動解析診断システムを構築することができます。
なお、API 670規格では、状態監視モニタのバッファ出力はモニタ前面のBNCコネクタとモニタ裏面の端子台から出力することになっています。
仮設で解析機器を接続する場合は前面BNCコネクタが便利ですが、常設の場合には裏面端子台を適用することが一般的です。
また、図24の右側に示した小型回転機械のケーシング振動計測においても、DAQpodが加速度センサ駆動用の定電流電源出力を持っているため、加速度センサが一般的なIEPEタイプ(アンプ内蔵、定電流電源駆動、二線式の圧電型加速度センサ)であれば、新川電機のCAシリーズ加速度トランスデューサだけでなく、他社の加速度センサを直接DAQpodに接続することが可能です。
高度なデータ解析と多様なグラフ
国際規格「ISO 18436-2準拠 機械状態監視診断技術者(振動)資格認証制度」の認証技術者など振動解析・診断スペシャリストの高度なニーズに応えられる豊富な解析グラフを展開
表4(データ表示/解析メニュー)に示すように、振動診断技術者が解析診断の際に必要とする豊富な解析グラフを展開することができます。
大型回転機械の解析診断においては、一つの測定箇所(ベアリング近傍)に90度離して2個の軸振動センサを設置する、いわゆるX-Y取付けの軸振動センサからの信号と、位相基準センサ(フェーズマーカ)からの1回転あたり1パルスの位相基準信号を取り込むことで、フルスペクトル等のオプションを含めた表4の全ての解析グラフを展開することができます(ただし、トレンドグラフの転がり軸受専用のΣ8X以上、IR、OR、BSは含まない)。
また、小型回転機械においては、測定箇所の転がり軸受の情報を設定することで、内輪傷の特徴周波数成分IR(インナーレース)、外輪傷の特徴周波数成分OR(アウターレース)、転動体傷の特徴周波数成分BS(ボールスピン)の振幅値を演算してトレンドグラフとして表示することができます。
ユーザーフレンドリーな操作性と描画機能
ドラッグ&ドロップによるグラフ表示操作や、タブ選択によるグラフエリアのページ切り替えなど、直感的に操作可能
近年データ処理デバイスやPCの高速化、高性能化に伴い、解析診断システムの機能の高度化も進んできていますが、実際に解析診断システムを使用する状態監視技術者や振動診断技術者等のユーザにとっては、分かりやすい操作性やグラフ展開も利用にあたっての重要な要素であると思います。
この点で、infiSYS RV-200はRV-100等の従来のシステムに比べて大幅に改善されていて、感覚的で憶えやすい操作性と分かりやすい描画機能を実現しています。
そこで、次回は最新機種であるinfiSYS RV-200における操作性と描画機能に関していくつか具体例を挙げながら説明したいと思います。
出典:『技術コラム 回転機械の状態監視や解析診断』新川電機株式会社
![]()