![]()
2017/9/12 ものづくりニュース
【振動解析と診断】vol.5 ロータキットによる異常発生時の解析事例(2)
今回も、前回に引き続き「すべり軸受ロータキット」を使った、異常発生時の解析事例を紹介します。
ミスアライメント
例えばタービンとコンプレッサやタービンと発電機のセットのように、複数の回転機械を連結する場合、各回転軸の回転中心線を一直線に合わせる必要があります。
しかし、連結される回転機械同士の軸受の心が平行にずれていたり、傾いていたりして、軸受の心がずれる状態をミスアライメントといいます。
このミスアライメントの状態の軸同士をカップリングで強制的に結合して運転すると、回転数の2倍の周波数成分(2X)の振動が発生します。
また、3倍、4倍等の高次の成分も発生することがあります。
前回、図14で紹介したすべり軸受ロータキットでは、図20にあるように、モータとロータ主軸の間にある中間軸ユニットの固定部をゆるめて、中間軸ユニットをねじることでミスアライメントの状態を模擬することができます。

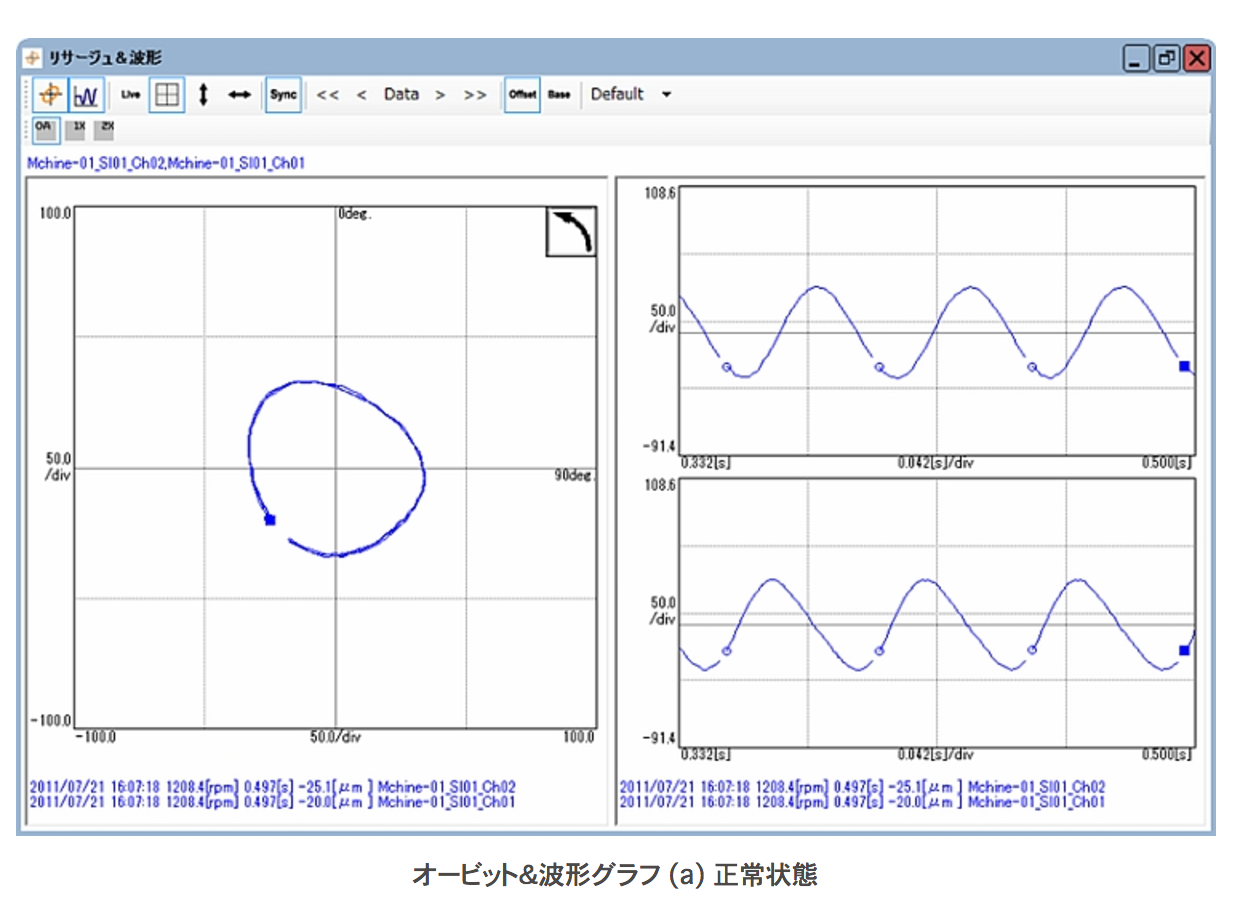
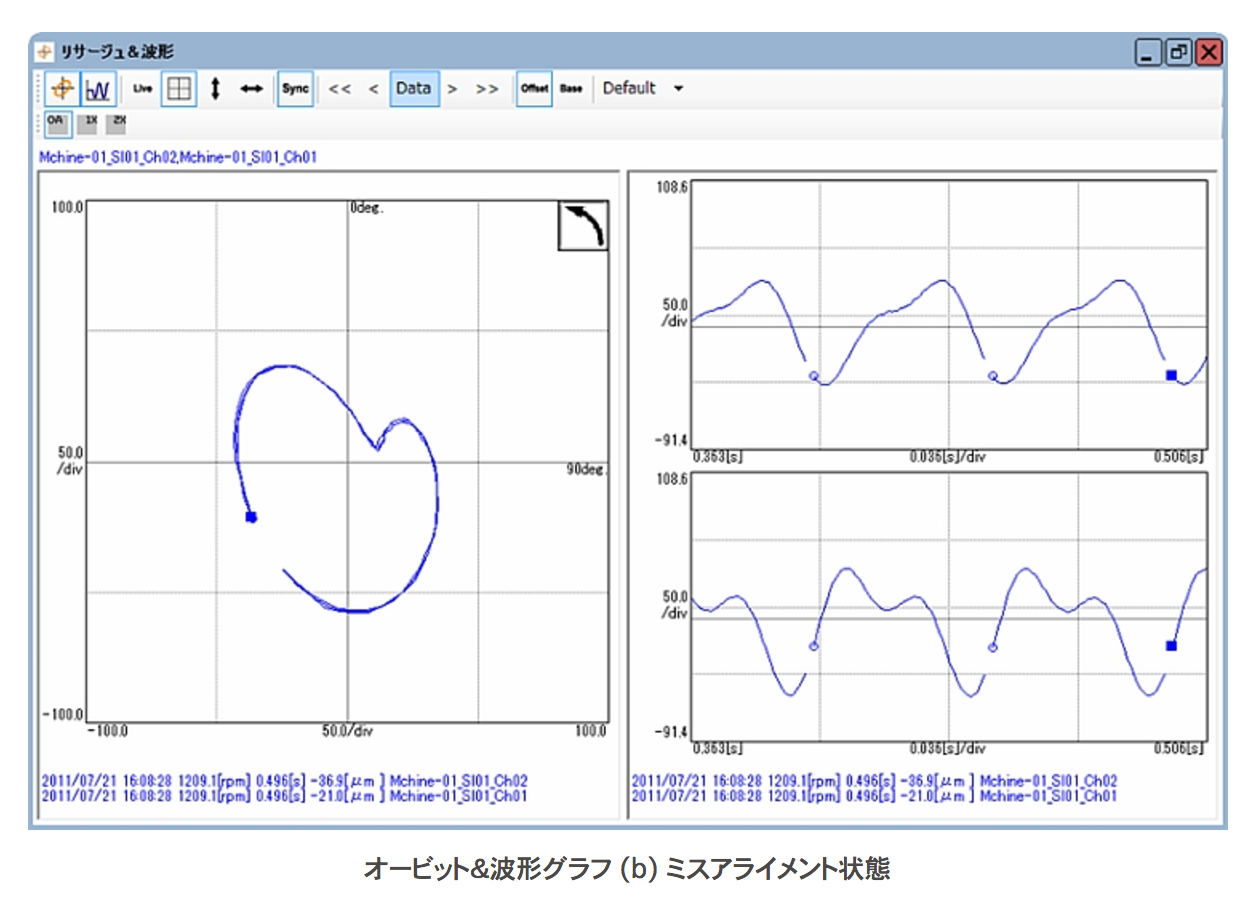
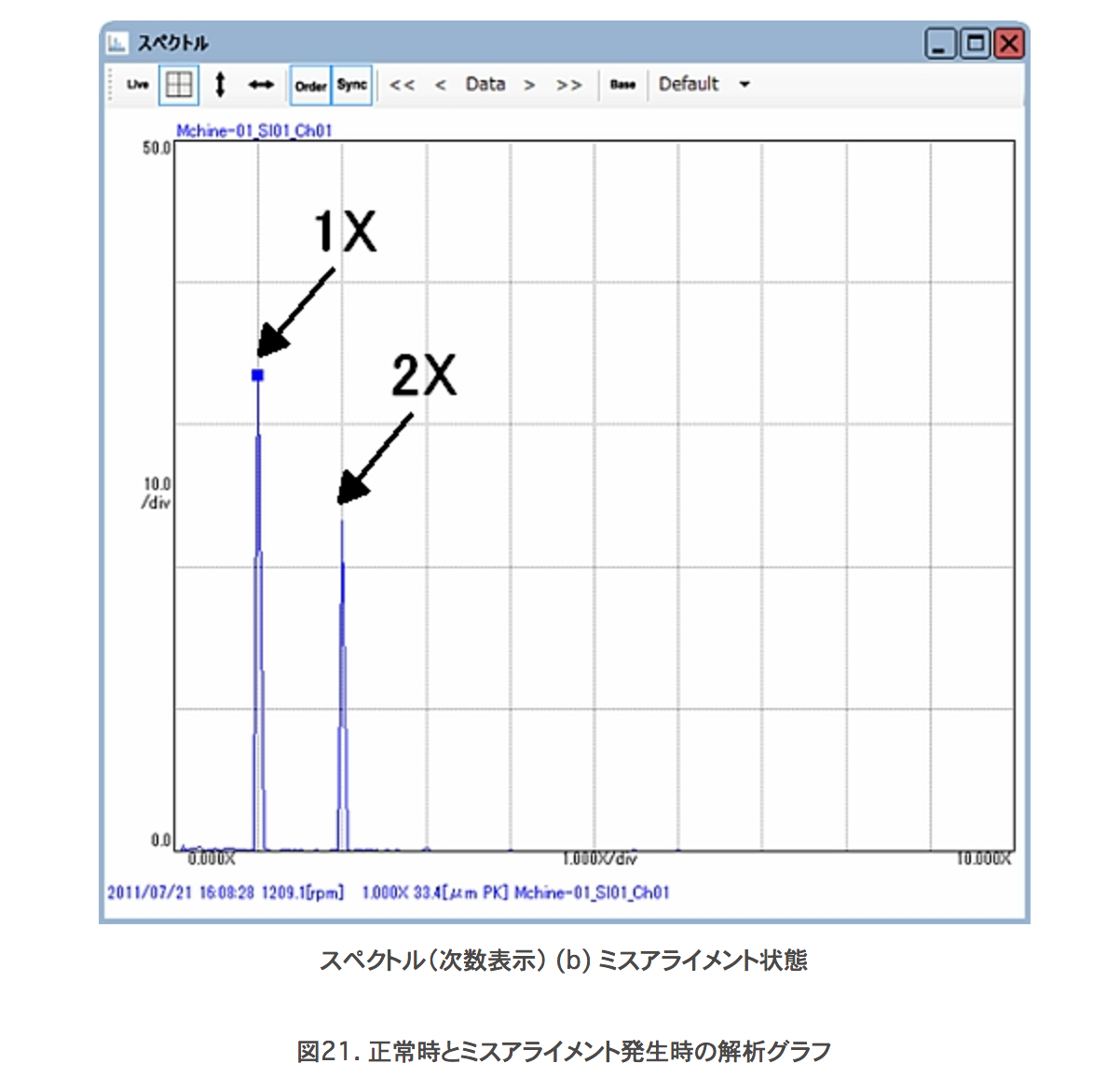
図21にロータキットにおける正常時とミスアライメント状態でのオービット&波形グラフとスペクトル(次数表示)を示します。
図21の(a)の正常状態において、オービットはほぼ円形となり、振動波形は歪の少ないサイン波に近い状態であることが分かります。
この時のスペクトルを見ると、回転同期成分(1X)が主成分であることが分かります。
これに対して、図21の(b)のミスアライメント状態では、波形1周期に2個の山を持つような歪が生じ、オービットもハート型に歪んでいます。
また、スペクトルを見ると、回転数の2倍の周波数成分である2X成分が顕著に現れていることが分かります。

ロータ構成部品の飛散
高速回転機械においては、小さなロータ構成部品の欠損でも、放置しておくと大きな破損につながり、重大な事故に発展する可能性があります。
図22は、このようなロータ構成部品の欠損(飛散)をロータキットで模擬するための回転円板の断面を示しています。
円板にはラジアル方向に穴が開けてあり、その中に鋼球が入っていて、穴の内側(底)と外側近くに磁石が取り付けられています。外側近くの磁石には中心に小さな穴が開いていて、細い棒を差し込むことができます。
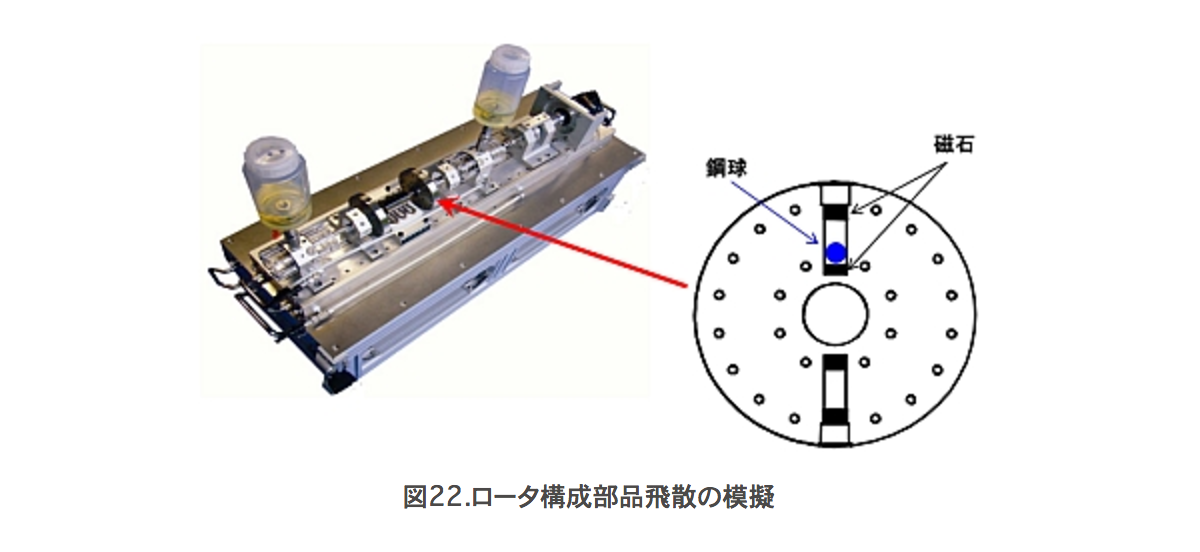
ロータを回転させる前に細い棒で鋼球を突いて、鋼球を穴の底の磁石に吸着させます。
その状態でロータの回転数を徐々に上昇させていくと、やがて遠心力が吸着力を超えたところで鋼球が穴の底の磁石から離脱します。
そのまま鋼球を飛散させてしまうと危険ですので、このロータキットでは、穴の底の磁石から離脱した鋼球は外側近くの磁石に吸着されて保持されるようになっています。
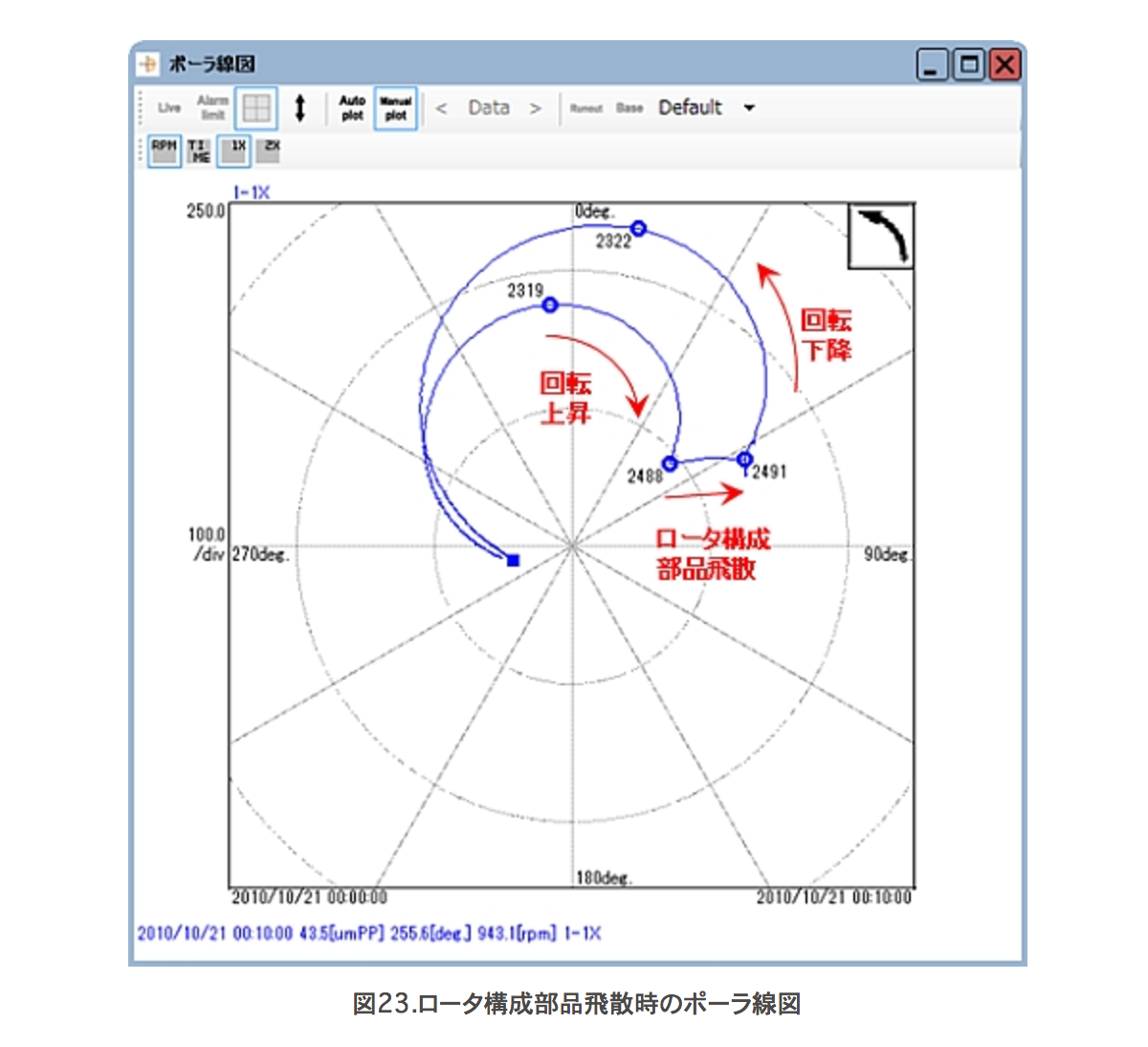
図23は、ロータキットにてロータ構成部品飛散を模擬した際のポーラ線図を示しています。
これを見ると、回転上昇とともに回転同期成分(1X)の振幅と位相が変化して約2,320rpmの危険速度を通過後、2,488rpmにて鋼球が飛散(実際には内側の磁石から外側の磁石に移動)すると同時に、ポーラ線図のプロットが突変しています。
このケースでは飛散の前後で、1X振幅が93μm p-pから140μm p-pに、位相角が50度から63度に突変しており、飛散によりアンバランスの状態が増大していることが分かります。
なお、このケースでは、ロータ構成部品の飛散によりたまたま振動値が増加していますが、ロータの元々のアンバランスの量と角度と、飛散する部品の質量と角度との関係で、必ずしも振幅が増大する訳ではなく、ほとんど変わらなかったり、小さくなるケースも考えられます。
したがって、振動振幅値だけを監視していても、このような異常は見落とされてしまう可能性があります。
しかし、ロータ構成部品の脱落はアンバランス量と角度の変化、つまり振動ベクトルの変化を伴うため、仮に振動振幅値が変化しないケースであっても、位相角に変化を生じることになりますので、ポーラ線図を見ることで異常を発見できる可能性が高くなります。
このロータキットでは、回転を上昇させることでしかロータ部品の飛散を模擬することができませんので、スタートアップ時だけの異常検知のように勘違いされるかもしれませんが、実機において定格運転中で負荷変動等の運転状態の変化がない時であっても、ロータ構成部品が飛散すると、それまで大きく変化していなかった振動ベクトルが突変しますので、ポーラ線図による監視で異常を検知することができます。
また、トレンドグラフで1X振幅と1X位相角をプロットさせることでも、その両方またはいずれかが突変しますので、ロータ部品の飛散といった異常発生を検知できる可能性があります。
出典:『技術コラム 回転機械の状態監視や解析診断』新川電機株式会社
![]()