![]()
2017/2/14 ものづくりニュース
【回転機械の状態監視】vol.4 振動解析・診断システム
各種産業分野で多くの回転機械が使われており、その中でも重要なものに関しては機械の状態、特に振動の定期的な監視や常時監視が行われ、効率的なメンテナンスや異常解析、診断などに利用されています。
今回は、振動波形データを用いた大型回転機械の振動解析・診断システムについて説明します。
振動解析・診断システム
振動解析・異常診断としては、転がり軸受で支持された小型汎用回転機械の軸受振動を据付または可搬型の加速度センサで定期的に計測し、振動値の傾向管理や周波数解析による異常診断が古くから行われていて一般的に良く知られていますが、ここでは主にすべり軸受で支持された大型回転機械の振動解析・診断システムについて説明します。
通常これらの大型回転機械は、軸の危険速度を越えて運転される弾性軸(フレキシブルロータ)であり、計測された軸振動波形の周波数解析を行なうだけでなく、1パルス/1回転の位相基準信号を取り込み、振動波形の位相解析も重要な解析項目の一つとして行われます。
このシステムの基本的な構成要素を図5に示します。
ロータ上の1箇所に設けられたキー溝状の切り欠きをロータの機械的な位相基準位置として、ここにvol.2で説明した渦電流式センサを設置することにより1パルス/1回転の位相基準信号を得ることができます。
軸振動センサは軸受毎にそれぞれ90度の角度を持って2個の軸振動センサが設置されますので、一つのマシントレイン当たり複数の軸振動センサが設置されますが、図5では図を簡単にするため1点のみ描いています。
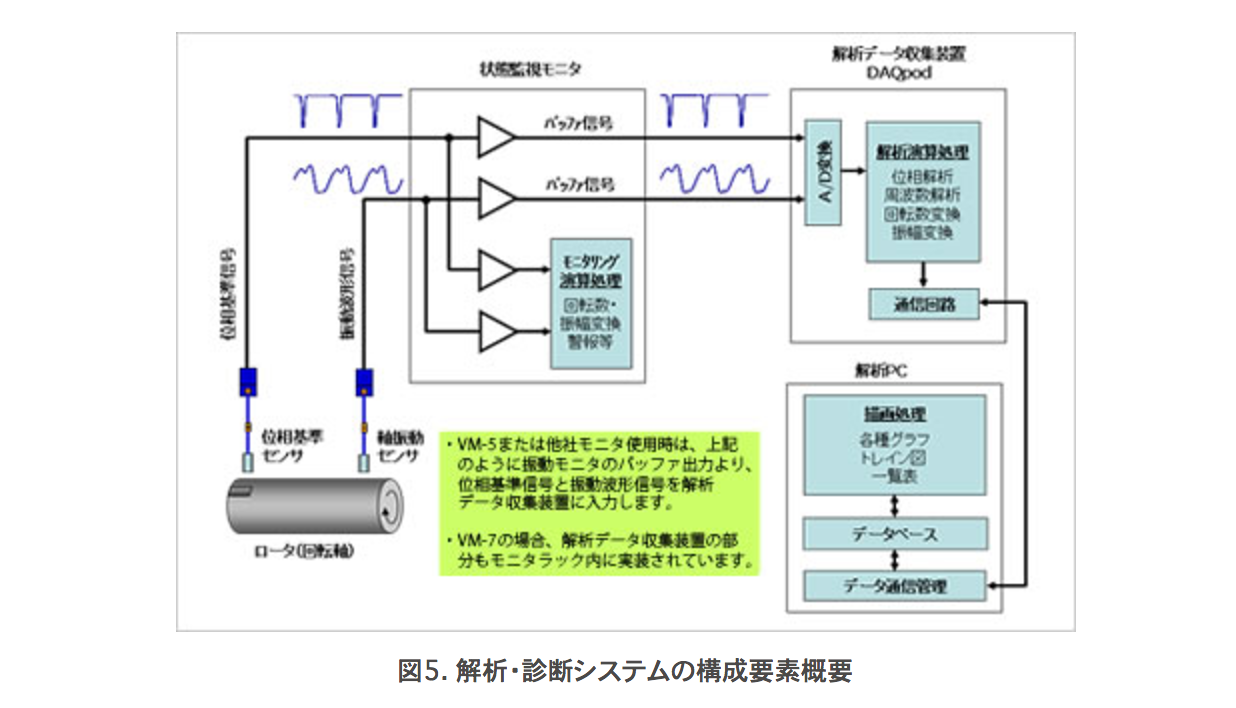
さて、ここで検出した位相基準信号と振動波形信号はvol.3で説明した状態監視モニタに入力され、回転数や振幅値変換等を行い、振動値が過大となった場合には異常振動の警報を発します。
同時に状態監視モニタに入力された信号は、バッファアンプを通してそのまま入力信号と同じ波形を保ったバッファ信号として出力されていますので、通常はこの信号を振動解析に利用します。
状態監視モニタから出力されたバッファ信号は解析データ収集装置DAQpodに入力され、DAQpod内部でA/D変換され、位相解析や周波数解析等の演算処理が行なわれます。
これらの解析演算処理されたデータは解析ソフト(アナリシスビュー VM-773)を搭載した解析PCに伝送され、解析PCによりトレンドグラフ、スペクトルグラフ、リサージュ、ボード線図、ポーラ線図など異常解析に必要な描画処理とデータ保存が行なわれます。
図6にRV-200解析・診断システム構成例を示します。
ここで示すように、VM-7シリーズ状態監視モニタはモニタラック内に解析モジュールを内蔵することで、DAQpodのような別置きの解析データ収集装置を介さないで、直接Ethernetで解析PCに接続することができます。
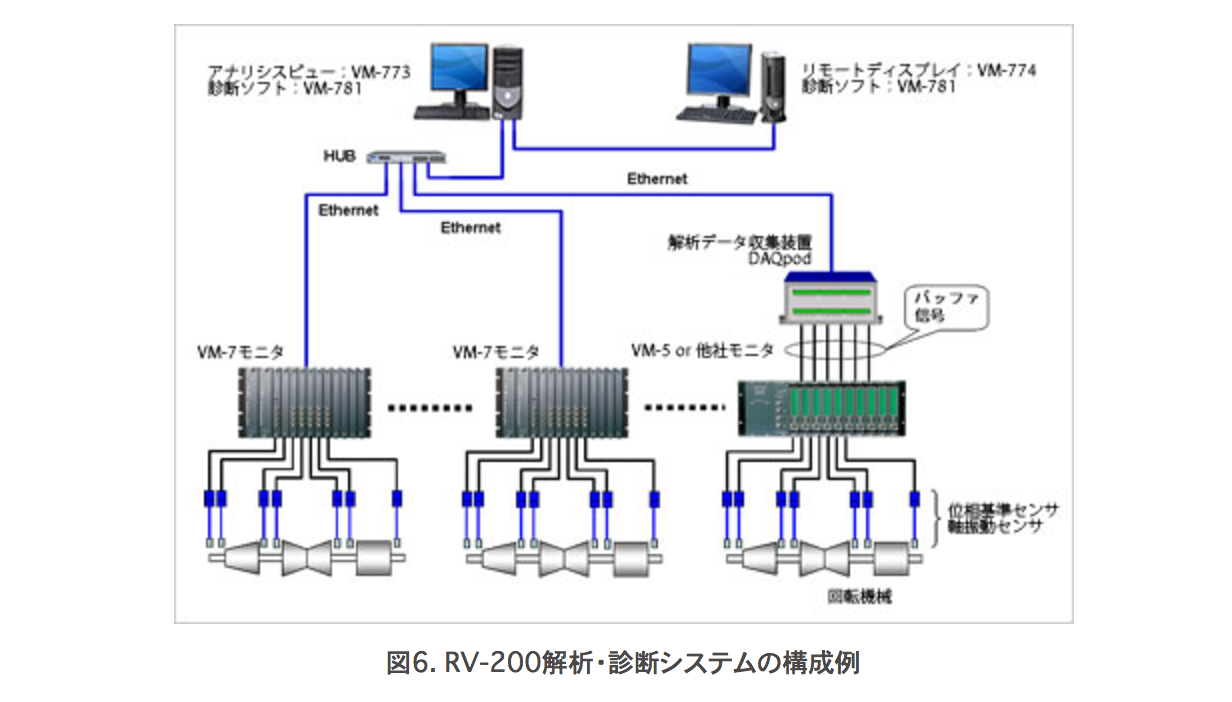
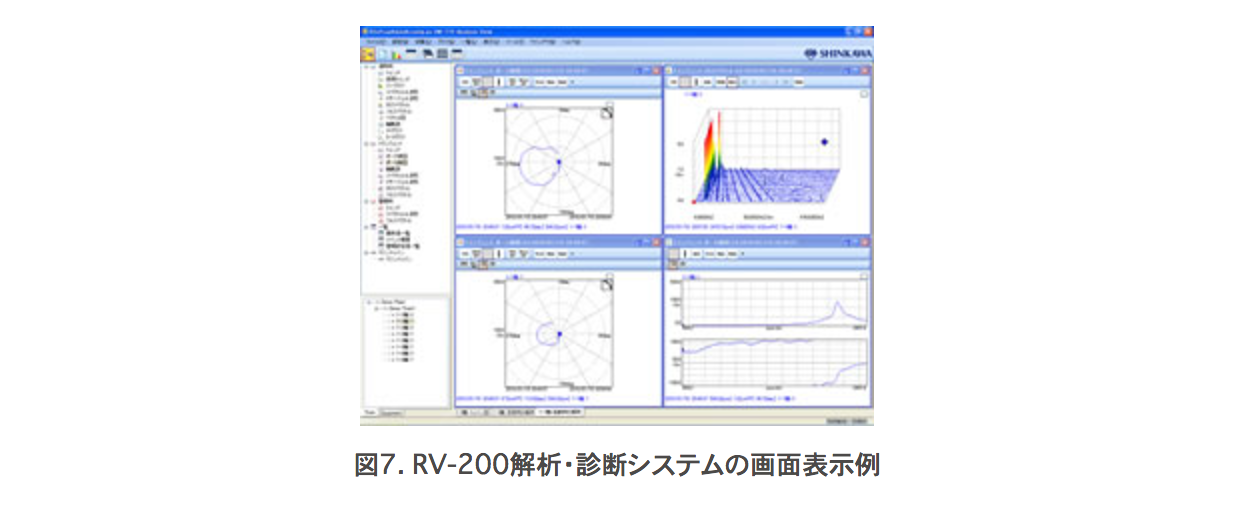
図7にRV-200の表示画面例を示します。
従来から行なわれている状態監視モニタによる機械の異常監視だけでなく、ここで述べたような解析・診断システムを導入することにより下記に示すような効果が期待されます。
振動値(オーバーオール振幅)の監視だけでは分らない異常の検知が可能
定格定速運転時に急激な位相変化を伴うようなロータの異常は、振動振幅値の顕著な増加として現れなかったり、逆にバランスの改善を伴って振幅値の減少として現れる場合がありますが、ベクトル図にエリア警報を設定することで異常検知することが可能となります。
現場各機器の診断ノーハウの蓄積
異常時のデータを単に振動値としてだけでなく、振動波形やスペクトル等の解析データとして残すことができますので、保全要員の五感と経験による診断結果や、さらに機械の分解調査結果を解析データと関連付けて定量化、定性化することで、現場の診断ノーハウとして蓄積することができます。
異常原因の解析診断をサポート
異常発生時に解析システムの診断プログラムにより、振動スペクトルのデータを基にした異常原因推定(異常原因となる可能性の重み付け)を行うことができますので、保全要員や診断技術者の判断のサポートとして活用できます。
専門家へのデータ提示
機械の異常発生時に、社内外の専門家や機械メーカへの波形やスペクトルデータなどの詳細データを提供、共有することができるので、より早く的確な診断が可能となります。
振動の傾向管理によるメンテナンス計画の立案
保全計画の立案、見直しの検討支援としてトレンドデータによる傾向管理を活用することができます。万一計画保全時期の前に異常傾向が現れた場合にも、重大故障に至る前に対応策の検討を行って、その影響を最小限に食い止めることが可能となります。
これまで、4回に渡って大型回転機械の状態監視システムに関して概要を説明いたしました。
このようなシステムに馴染みのない方にとっては分りにくい部分も多かったのではないかと思いますが、状態監視システム全体に関して概要をある程度ご理解いただけたのではないかと思います。
各センサ、モニタの機種、解析グラフの詳細などについては、また別の機会に説明させていただきます。
出典:『技術コラム 回転機械の状態監視や解析診断』新川電機株式会社
![]()