
![]()
2017/9/6 ものづくりニュース
『改善ぷちセミナー』生産保全の話
※当コンテンツは『面白狩り』の提供でお届けいたします。
1.機械が動かないと困る
生産を保全する……つまり、生産が滞らないように何らかの手を打つということです。
そう考えれば、これは機械に限った話ではなく、人員の確保や資金繰り、材料の調達、さらには最大の阻害要因である品質についても考えなくてはいけません。
しかし、一般に生産保全(Productive Maintenance)という場合は、機械・設備の保全という意味で使われます。
職人技でもの作りしていた時代は、道具の手入れも技量の内で、それができない職人は一人前とは認められませんでした。
産業革命以後、機械が登場してからも同様で、機械の手入れが行き届いている工場ほど、生産性が高くて良いものづくりが行われていました。
ところが、高性能で多機能の機械が増えてくると、次第にやりきれなくなってきました。
生産を最優先しなければなりませんから、とりあえず動かしておいて、調子が悪くなったり故障したりすると応急修理するという具合に変わっていったのです。
その結果、何が起きたか? ラインが頻繁にストップして、納期が守れないばかりか、修理の工数が増えて大幅なコスト高となり、これが常態化していきました。
とにかく、機械が動かなければどうしようもありません。例えば、機械を修理している間、代わりの機械が使えれば良いのですが、普段の手入れをしていないのですぐには立ち上げられません。

機械を使いたいときにちゃんと役に立つようにしておくこと。これが生産保全を行う目的です。
その指標をアベイラビリティ(Availability:可動率)といいます。
機械が動いている時間
アベイラビリティ = ―――――――――――――
機械を必要としている時間
※音が同じなのでよく混同されますが、稼働率は作業時間の中で付加価値を生んでいる時間の割合のことです。
可動率(アベイラビリティ)が高くても稼働率が向上するとは限りませんが、可動率を高くしておかないと稼働率が下がる大きな要因となります。
2.手入れしても故障する
アベイラビリティを向上させるため、よく行われるのが定期点検と日常点検です。
定期点検は機械を定期的にチェックして、異常が見つかれば事前に修正しておきます。
また、日常点検は機械を動かす前に良好な状態であることを確認します。このように、あらかじめ機械を手入れしておくことを予防保全(Preventive Maintenance)といいます。
ところが、いくら熱心に定期点検・日常点検を行っても、頻繁に小さなトラブル(チョコ停)が起きたり、たまに全く動かなく(ドカ停)なってしまうものもあります。
これは、機械によって故障の起こり方が異なっているからです。
機械を使い始めてから老朽化して使えなくなるまでの故障率の推移を見ると、次のような曲線になります。
形が浴槽に似ているので、バスタブカーブと呼ばれます。
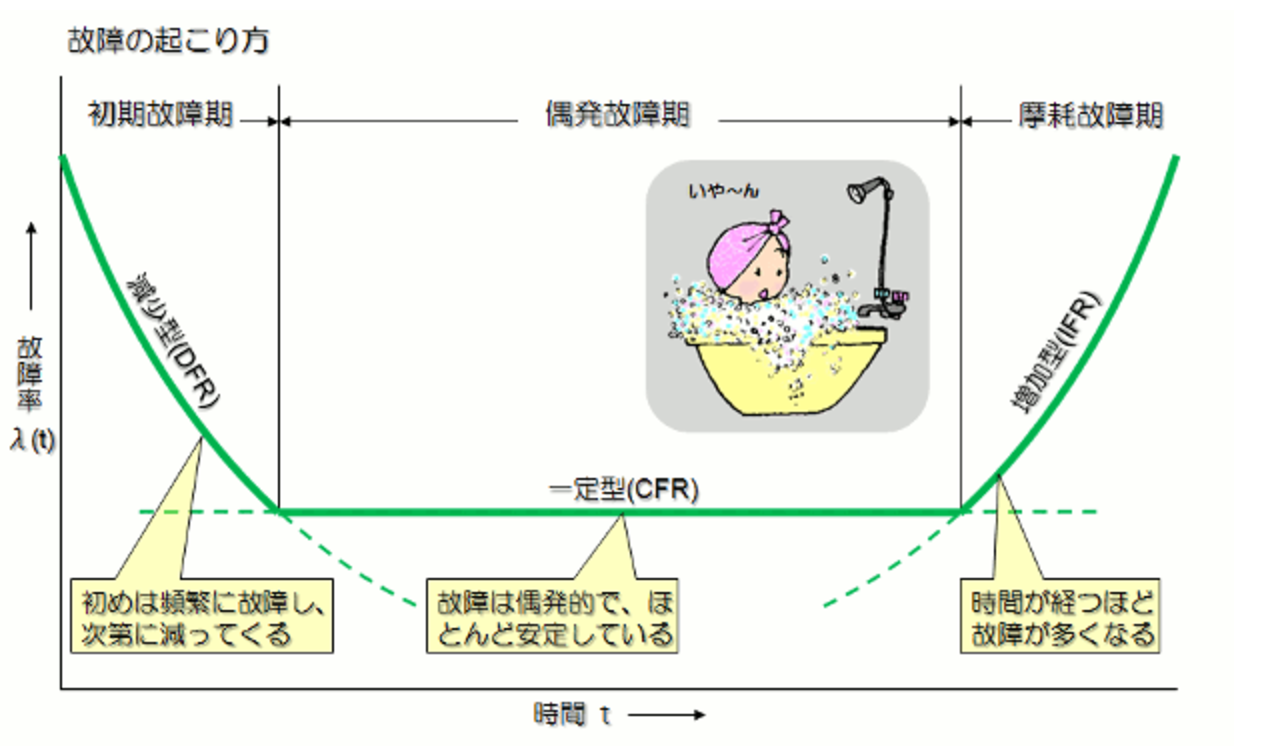
生産保全は故障を減らしてアベイラビリティを向上させることですから、バスタブカーブ全体を下げる必要があります。これは予防保全だけではできません。
もし、その機械が老朽化して摩耗故障期に入っていると、事前によく手入れしても、すぐに故障してしまいます。
また、導入直後の新しい機械では、まだ故障原因がつかみきれていませんから、何を点検すれば良いかわかりません。そこで、それぞれのステージに応じた保全活動を行います。
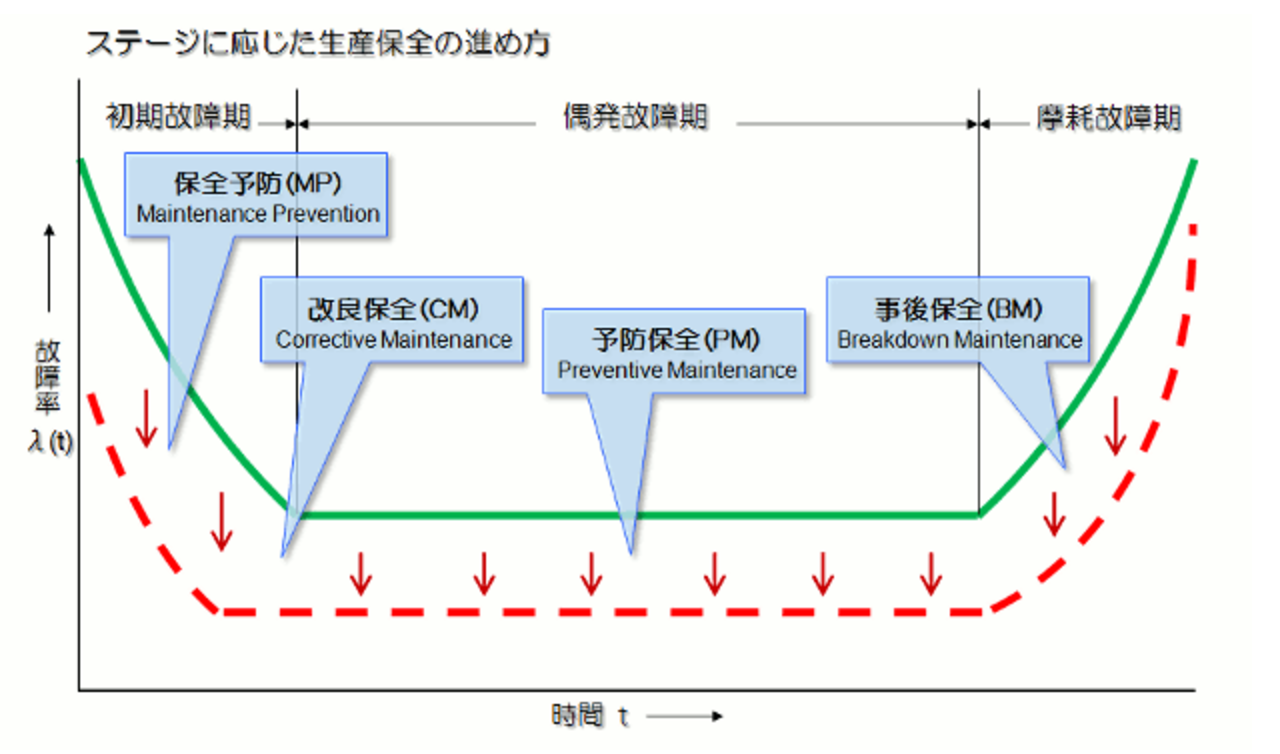
(1)保全予防(MP:Maintenance Prevention)
最初から故障の起こりにくい機械を設計し、保全しやすい、あるいは保全の不要な機械にします。
いわば、信頼性の高い設計をするということです。
これによって、バスタブカーブの起点が低く抑えられます。

(2)改良保全(CP:Corrective Maintenance)
故障しないように、あるいは保全しやすいように改良します。
垂直立ち上げといって、初期故障期の曲線を垂直に近い急勾配になるように、保全予防と改良保全を強力に推進し、早期の安定操業を図っている会社もあります。

(3)予防保全(PM:Preventive Maintenance)
日常点検、定期点検を行って機械の故障を未然に防止します。
また、5S(整理・整頓・清掃・清潔・しつけ)を徹底して、機械の老朽化を防ぐための活動も展開します。

(4)事後保全(BM:Breakdown Maintenance)
老朽化のため、予防保全を行ってもかえってコストがかかってしまうので、故障してから修理します。
ただし、場当たりではなく、故障を予測して計画的な機械の使用・更新を行うことが必要です。

3.アベイラビリティを把握する
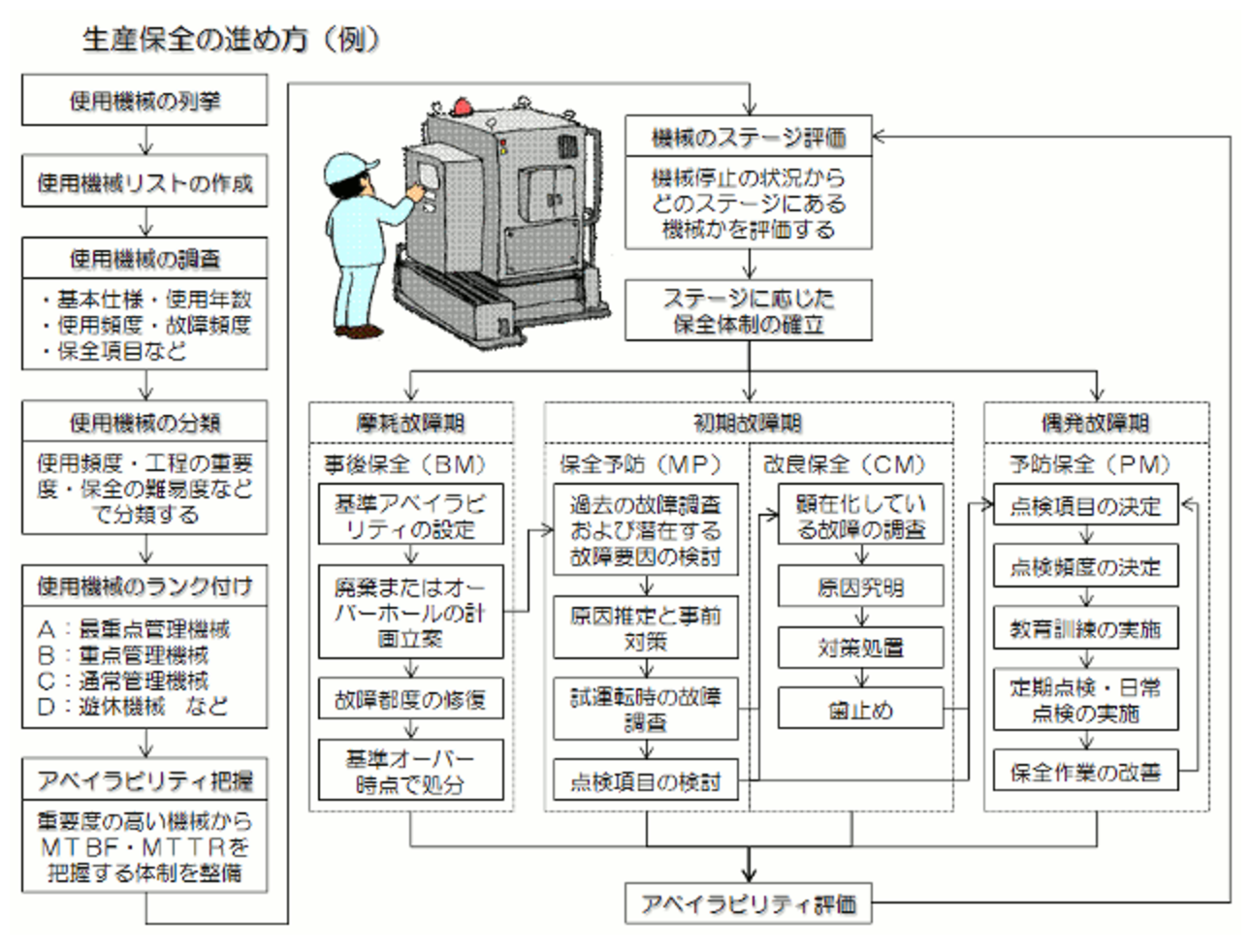
ここまでの話でわかることは、アベイラビリティを向上させるためには、機械の状況に応じたきめ細かい保全活動を進めなければならないということです。
現場で使われているすべての機械・設備を調査し、それぞれの機械が現在どのステージにあるのかを見極めなければなりません。
また、生産保全の活動を展開するために、各機械のアベイラビリティを把握しておく必要があります。
そのために、MTBFとMTTRという指標をチェックします。
……と、ここで耳慣れない横文字が出てきたからって、引かないでくださいね。
そんなに難しい話ではありませんから。
(1)MTBF(平均故障間隔:Mean Time Between Failure)
MTBFは、故障を修理してから次の故障が起こるまでの運転時間の平均です。
MTBFが長ければ安定した機械といえるし、短ければ改良保全または事後保全の対象となる可能性があります。
使用期間中の運転時間の総和
MTBF = ―――――――――――――――― [時間]
使用期間中の故障回数
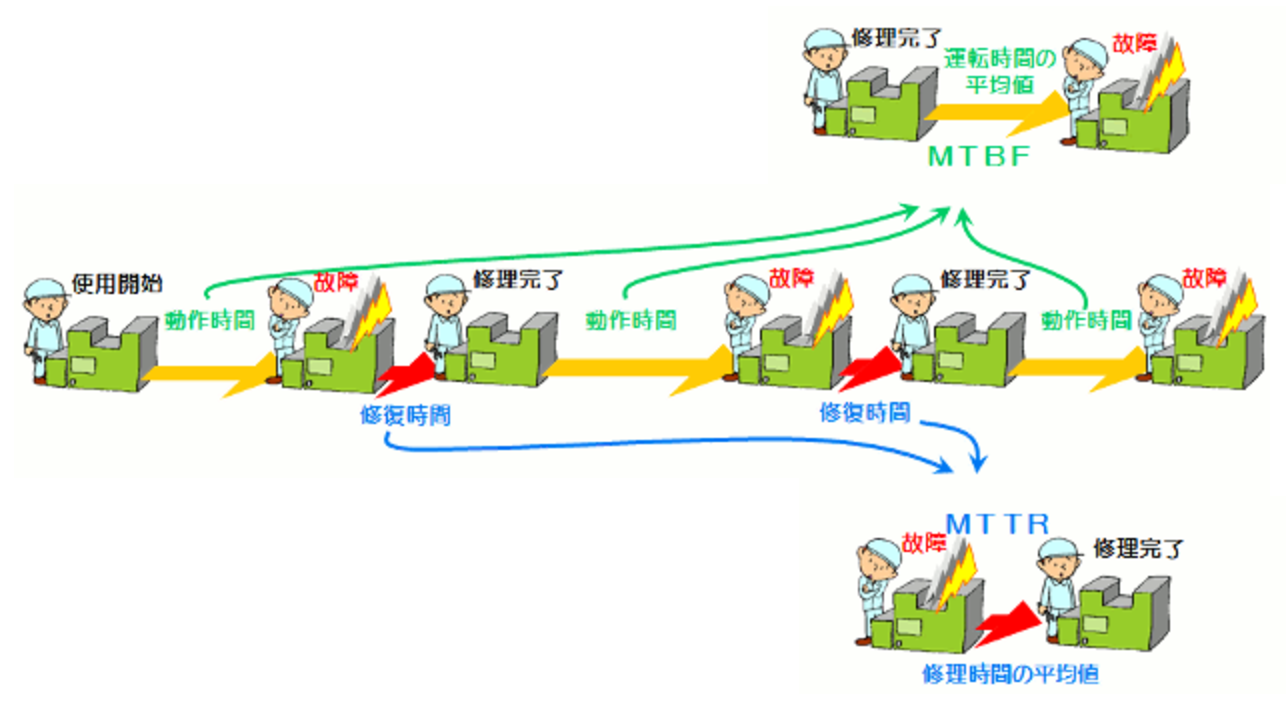
(2)MTTR(平均修復時間:Mean Time To Repair)
MTTRは、修復時間の平均です。MTTRが長ければ保全性が低くて直しにくい機械と言えますが、短ければ保全性が高く扱いやすい機械ということができます。
使用期間中の修復時間の総和
MTTR = ―――――――――――――――― [時間]
使用期間中の修復回数
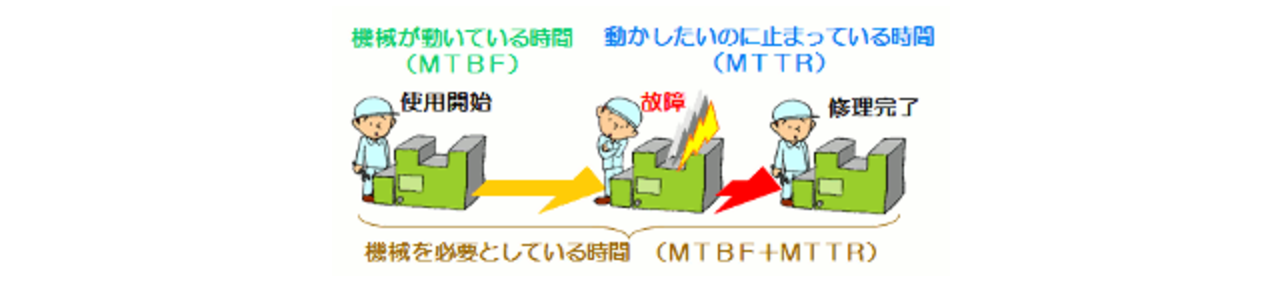
MTBF(平均故障間隔)とは機械が動いている平均の時間のことです。
したがって、MTBFとMTTRからアベイラビリティを求めることができます。
機械が動いている時間
アベイラビリティ = ―――――――――――――
機械を必要としている時間
MTBF
= ―――――――――――――
MTBF + MTTR
機械にタイマーをセットしておけば、MTBFとMTTRを把握するのは難しくないでしょう。
これらの指標は、生産保全における改善目標を明確にしてくれます。例えば、故障しにくい安定した機械を目指すことでMTBFが伸び、機械の保全性を高めて修理の迅速化を図ることでMTTRが短縮します。
こうした改善を進めることで、アベイラビリティも向上していきます。
4.効率的な生産保全
保全を担当する人は有能で器用なエンジニアが多く、豊富な経験を活かして厄介なトラブルも解決してしまいます。
ところが、実際の生産現場をのぞいてみると、相変わらずトラブルの時だけ活躍する修理工で、日常点検や定期点検は現場の作業者とその上司がやっているという工場が非常に多い。
また、現場で改善活動を進める場合でも、活動を援助するオブザーバーのような位置に甘んじて、責任のないただの便利屋になっています。
しかし、ここまでお話したように、生産保全というのは、最初は事後保全だけだったのが、予防保全を取り入れるようになり、それでも効率が悪いので、機械に応じた保全を行うようになったというものです。
この保全体制を確立するのは重要な課題です。何もしなければアベイラビリティは向上しません。
アベイラビリティが低いと稼働率も低下し、大きなムダになります。保全担当者自らが改善を進めていかなければ、責任を果たしているとはいえません。
5.トータル化への注意
さて、過去に生産保全についてかじったことがある人なら、多分、ここに6大ロスや5Sについての言及がないことに不満を持つかもしれません。
ダメ出しをする人もいるかもしれませんね。
生産保全の考え方を担当者だけでなく全社に展開して、トータルでロス削減を進めようと提唱されたのが、TPM(Total Productive Maintenance:全員参加の生産保全)です。
最近はあまり聞きませんが、一時期非常に流行して、たくさんの事例が業界紙や専門誌を賑わせていました。
6大ロスや5SはTPMの中心的な概念とされているものです。
ただし、これらはトータル化のために取り上げている共通課題で、生産保全の専売特許というわけではありまでせん。
6大ロスは、生産管理や品質管理などで取り上げるムダと大きな違いはありませんし、5Sは昔から仕事の基本といわれる整理整頓のことです。
最近は断捨離? なんていうようですが、中身が極端に違っているわけではありません。
ま、目先を変えて成果が出るなら、それで結構なのですけれど。
トータル化の大きなねらいは、改善活動の成果を経営に直接結び付けることです。
経営方針の中に織り込むことによってモラールを向上させるねらいもあります。
しかし、トータル化は活動の軸を明確にしておかないと、趣旨があいまいになってしまうので、気を付けなければなりません。
実際、TPM推進を掲げているのに、保全要員は相変わらず事後保全しかやらず、現場が機械トラブルに振り回されている会社は、決して珍しくありません。
TQC(Total Quality Control〜最近はTQM〔Management〕と呼ばないと怒られちゃうらしい)も品質管理の全社展開でしたが、管理図一つ使いこなせずに終わってしまう会社がかなりありました。
流行に乗り遅れまいとして焦ったり、売り込みにまんまと乗せられて、よくわからないまま導入して失敗した挙句、従業員の改善に対する不信感と無気力だけが残るわけです。
トータル化は、経営者・管理者がベースとなる生産保全や品質管理を正しく理解している必要があります。少なくとも、従業員を納得させ動機付けるだけの説明ができなければ全体は動きません。
そして、それをベースにして会社をどのようにしたいのか、主体性をもったトータル化をしなければいけません。
![]()