![]()
2021/7/16 ものづくりニュース
工程の流れ化カイゼン事例
仕掛かり減少・流れの見える化・数量&時間管理がしやすい環境を実現
社長がこぼした「現場が雑然としている」という問題。
従業員に整理整頓を口酸っぱく指導しても、それだけでは本当の解決にはなりません。全体の流れが意識されず、仕掛が多いことに起因する問題を抱えた現場は多いものです。
滞留の少ない流れを整える改善は、最優先で着目する視点です。
この視点で、改善を進行させている現場にて、声をかけると担当者もスッキリとした笑顔です。
本多
「仕掛在庫、すごく減りましたね!」
担当者
「そうなんです。以前は前後工程関係なく、とにかく今造れるものを、各工程にぶち込む感じで指示を出していました。造るロットも、できるだけ大量に、という発想でした。
今は、前後工程をひとつの流れとして見ています。それから生産ロットも以前の1/4程度をイメージして指示を出しています。」
本多
「仕掛り置き場を見ると、うまく流れているかどうかがわかりますね。」
担当者
「はい、仕掛り量が少しずつ減ってくると、いっそう流れが意識されて、ますます整理整頓が進みました。以前の雑然とした現場が嘘のようです。捜す、仮移動、チェック、2度手間などのやっかいな作業もずいぶんと減りました。」
本多
「スペースに余裕ができて、行き先レーンごとに、先入れ・先出しも確実にできそうですね。」
担当者
「はい、さらに色表示をして、滞留が一定期間を超えたら、異常として察知できるしくみも考えています。」
滞留の少ない流れを整えるカイゼンを進めると、こんな会話が広がってきます。
印鑑ケースをつくる会社のカイゼン事例
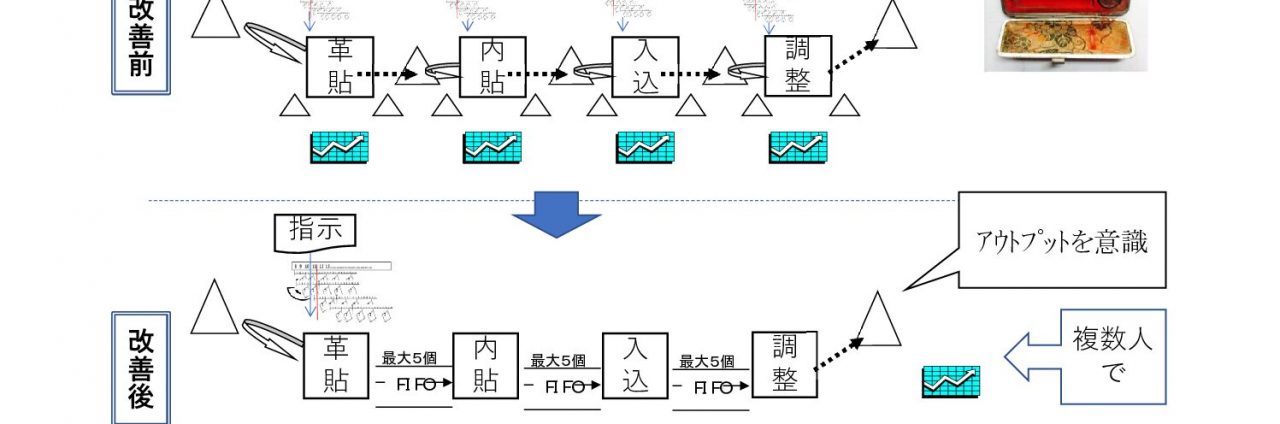
生産指示を工程毎に出して仕掛かりを造る方式から、指示を先頭工程に出して、完成品まで一気に造りこむ方式へと「流し方の発想」を変える。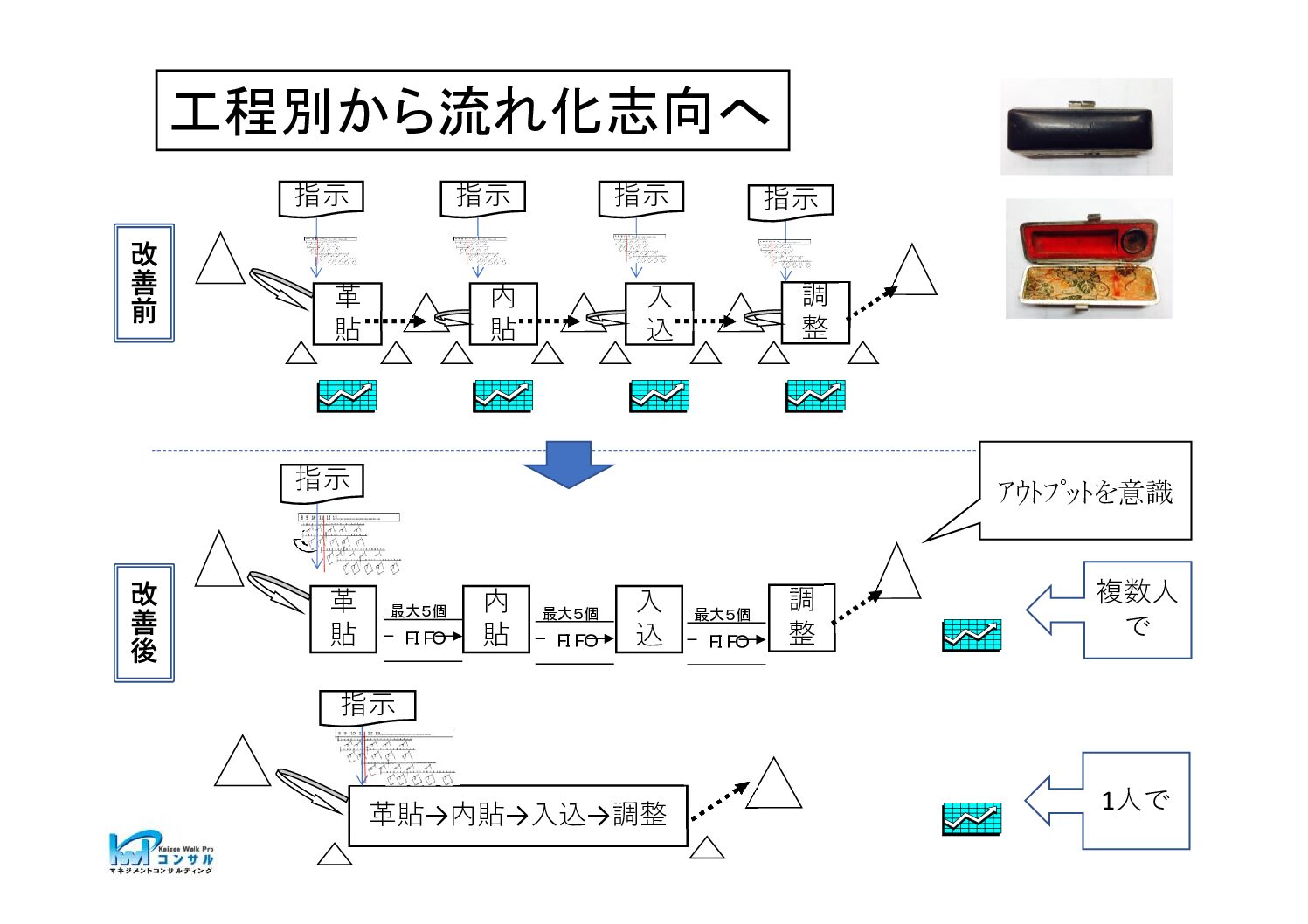 同社では、図に示す4つの手作業工程「革貼」「内貼」「入込」「調整」から成り立っています。
同社では、図に示す4つの手作業工程「革貼」「内貼」「入込」「調整」から成り立っています。
現場に足を運ぶと、まさに、仕掛在庫が、所狭しと置かれているのに唖然としました。
話を聞くと、目に届く範囲だけではなく、内職屋さんにも……。
最初は、現場の雑然さに衝撃をうけましたが、3回、4回と訪問する回を重ねる毎に、様変わりする現場の様子にも、また、衝撃を受けました。
もっとも大きな改善点は「生産指示を工程毎に出して仕掛かりを造る方式から、指示を先頭工程に出して、完成品まで一気に造りこむ方式へと流し方の発想を変えた」点です。
仕掛かりの減少・流れの見える化・数量&時間管理がしやすい環境へ
仕掛りが減り、流れが見えやすく、かつ数量と時間の管理がしやすい環境に近づきました。
また、整理整頓も進み、効率的作業ができるとともに、改善がしやすい基盤が随分と整いました。
約半年後の報告会で発表するメンバーの表情や声のトーンにもやり遂げた達成感、自信が感じられ、また、感謝のお言葉も頂戴して、思わず、最後のコメントで「感動しました」と……。
当社のように手作業を中心とした工程では、一連の流れでライン化を志向することが必然です。
学校教室的なレイアウトではなく、各工程の机が流れに沿って並ぶイメージでレイアウトしたいものです。
これによって、工程毎に指示・完結、進捗、指標の管理をしている事項は、流れのインとアウト及び流れの中の滞留を見れば、正常/異常が察知でき、
また、およそのアウトプット時刻も推測できるよになり、あてができるモノ造りに近づくはずです。
各工程毎の造り方から、工程間仕掛を制御し、工程間を流す造り方へと発想をシフトすると、新たな世界が見えてくることが多いものです。
「製造現場のカイゼン」無料相談はこちら
初回面談(オンラインミーティングにより、1時間~2時間)
ご要望に応じて、会社訪問し、工場を観察した上での相談対応(3時間程度)させていただき、「カイゼン課題シート」の作成・ご提示をいたします。
https://www.kaizen-wp.jp/
![]()
1982年:名古屋工業大学経営工学科卒業後、NEC入社。 1988年(29歳):「自分はいったい何をやりたいんだろう?」と悶々としていた気持ちに終止符。NECを退社、社団法人中部産業連盟に入職し、経営コンサルタントの道を一歩踏み出す。直後、中小企業診断士取得。以降、主に生産・物流現場及び業務の生産性向上・コストダウン支援、ISO9001QMS構築及び効果的運用に携わる。 2006年(46歳)に独立、2008年にKWPコンサル㈱を設立。 独立したことによって、より中小企業経営者の目線・心情に寄り添い、3つのキラリ組織づくり(社員がキラリ、顧客にとってキラリ、社会においてキラリ)に向け、引き続きカイゼン道を歩む。 同時に、ISO9001審査活動を行う。 【資格】 ・国際経営コンサルティング協会評議会認定CMC ・全日本能率連盟認定マスター・マネジメント・コンサルタント ・JRCA登録QMS(ISO9001)主任審査員 ・JACA登録QMS(ISO9001)管理技術者 ・CEAR登録EMS(ISO14001)審査員補 ・ITコーディネータ協会認定ITコーディネータ ・(元)経済産業省登録中小企業診断士(15年ほど経て失効) https://www.kaizen-wp.jp/
-
 :
kaizenwp
:
kaizenwp