![]()
2017/10/2 ものづくりニュース
効かすところと逃がすところ
今回は効かすところと逃がすところということで、言い換えれば、当てるところと当てないところとなります。

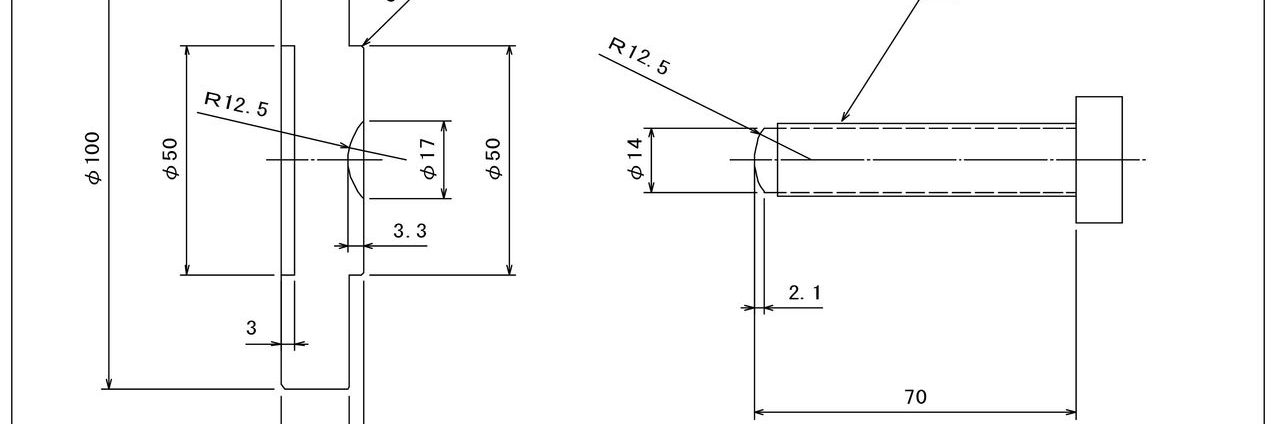
上の写真が、私の作った汎用フライス盤のレベーリング部の図面です。
φ100のレベーリングプレートにM16のレベーリングボルトがのります。
1.φ100の床に接地する端面(左)はφ50よりヌスンでます。
2.レベールングボルトの先と当たる部分は、図面では両方R12.5ですが実際加工するときは、ボルトのRを少し大きくします。
3.2部のφ17に対してφ14とボルト側を少し小さくします。
1から3は全てより安定させるための工夫です。なんてことないようですが、かなり違ってきます。
機械の構造は少しの工夫が大きく影響する場合もありますので面白いところです。
私が作ったスピーカースタンドも同じようにしました。

自分で図面を書いて、自分で加工し、自分で組み立てますので、書く時は適当に手っ取り早く書きます。
実際加工するときは、R12.5はだいたいでよく、要はボルト側が少し大きいRであればOKです。
φ17やφ14も同じく寸法はだいたいでよくて、要はプレート側が少し大きければOKです(念のためボルトは、ねじ底よりは少しマイナスが無難です)。
深さも計算上3.3mmや2.1mmとなりますが、参考程度で問題ありません。
もちろんプレートのR12.5の中心とφ50の中心は、センターギリなどで少しヌスムと加工しやすいのでそれでOKです。
φ50深さ3mmの部分もだいたいの寸法でよく、角は剣バイトのRそのままでも問題ありません。
少し付け加えますと、深さ3mmの部分は極端な話、2mmでも
OKですが、強度面を考えるとプラス側は避けたほうが無難です。3.5mmとかはNGです。
このように、どこに使われる部品かを頭に入れて加工すると、かなり加工時間の短縮になります。ただし、プレートとボルトを別のところで加工する場合や互換性が必要な場合は注意が必要な箇所もあります。
簡単な、機械の構造的な工夫とポイントを押さえた加工でした。
![]()