![]()
2017/8/4 ものづくりニュース
冷却と冷却時間|成形で生計を立てる
※当コンテンツは『サンセイ』の提供でお届けいたします。
金型キャビティ内に射出された溶融樹脂は、金型に熱を奪われて冷却されていきます。通常成形品の肉が厚い部分の真ん中の温度が、材料の熱変形温度以下に達したときに冷却が終わったと判断します。
難しい表現は抜きにして、冷却時間とは、200度以上で溶けた樹脂が、冷えた金型に注入されながら固まっていく時間を管理することです。この冷却時間も成形条件には大事な要素になります。
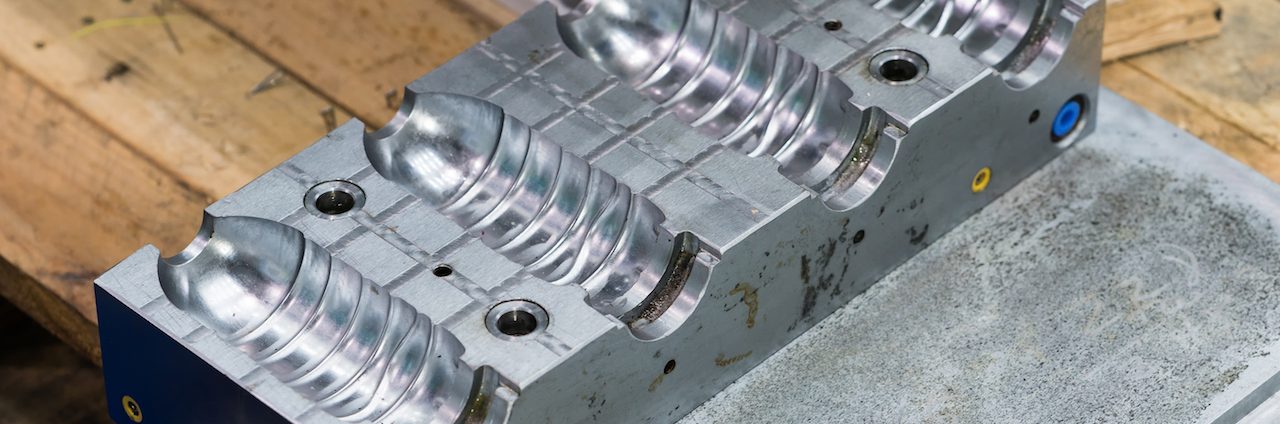
金型には温水循環方式といって、チューブを差し込む場所があり、コア部分に温水を循環させて温度を管理します。コア部は非常に熱がたまりやすい場所であるため冷却が十分でないと成形サイクルが長くなり効率が悪くなります。
冷却時間の計算方法は、プラスチックの種類(溶融温度)や肉厚によって計算式があるのですが、かなり複雑です。
したがって製造現場では、最少は長めの冷却をとり、成形品の状態を見て徐々に短くしていくようです。冷却時間が短すぎると、収縮率が大きくなりヒケが発生するからです。
冷却時間は当然ながら、加工温度が高い樹脂は冷却の時間が長くなります。
それ以外に、冷却時間がかなり長めの樹脂として「発泡タイプの樹脂」があります。
以前は家電製品の緩衝材によく使われた、「発泡スチロール」は発泡剤を使ったプラスチックとして有名ですが、樹脂+発泡剤でガス気泡を発生させる発泡プラスチックは発生した気泡の成長が停止するまでの冷却時間が必要で、通常より長めの冷却時間を要します。
![]()