![]()
2018/9/4 ものづくりニュース
主軸の油交換(後編)
こんにちは
今日3月4日の昼間は暖かかったです。
外気温20度ほどありました。春は近いですね。
さて、前回の続きです。
機械のどこかを修理した時は、ついでにいろいろと点検や場合によっては調整もしています。
今回はヘッドの発熱の問題を解決するのが目的ですので、蓋を開けてじっくり点検しました。
まず主軸を手で回し状態を見ましたが、ほぼ問題ありませんでした。
この旋盤の主軸は三点支持となっています。
機械を使っていて一番チャックに近いベアリングの予圧が少し強いと感じていました。
いわゆる「締めすぎ」です。
ほんの少しですので許容の範囲内ですが・・・
この機械を新品で買った当初より予圧を弱めようか迷ったのですが、締めるより緩める作業のほうが複雑でかついろいろな部分の当たりが変わってしまいますので、リスクの方が大きいと判断しそのまま使ってました。
締めるより緩めるほうが、はるかに厄介です。
少し専門的になりますが、この機械の場合、新しい機械を購入して約3年位使ってから、このベアリングは少し締めるのが本当は理想的です。
初期磨耗となじみがありますので。

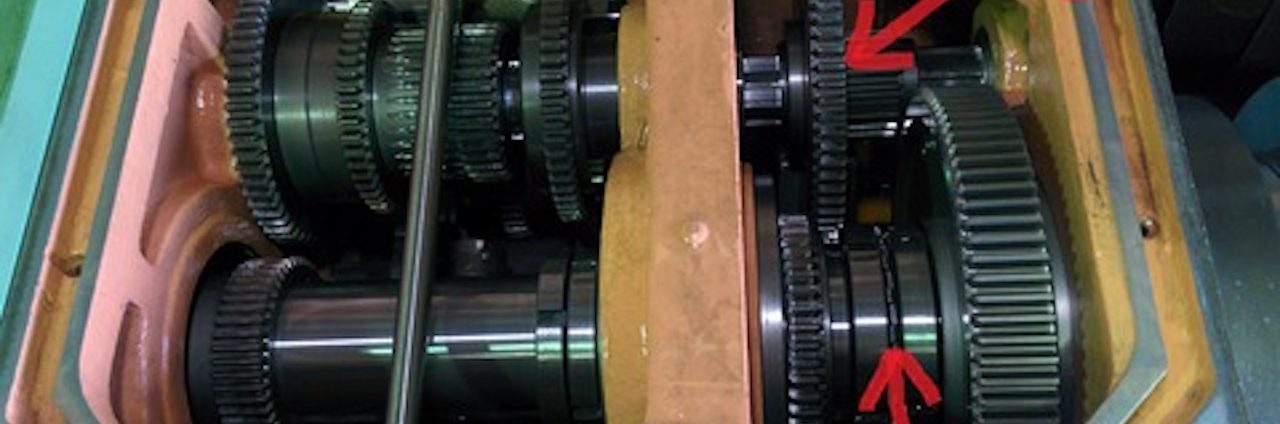
上の画像の①のナットで予圧を調整します。
三点それぞれのベアリングの種類や予圧の調整方法はあえて書かずにおきます。
詳しい方のみ自己責任で調整してください。
知識のある方であれば、さほど難しい作業ではありませんが、大変繊細な部分ですので、慎重にしてください。
ただ単にナットを締めたり緩めたりではありません。
くれぐれも締めすぎは厳禁です。
②の回転を伝達するギヤーがはまっているスプラインシャフトを手で回すと少し重かったですが、ここも許容の範囲内でしたのでそのままにしておきました。
このヘッドを組み立てた方は全体的にベアリングの締めすぎですね。
それと切粉の清掃も不完全ですし。あまり腕のいい方ではないようです。
MS-850の最終製造のロットの機械ですので、最後はより丁寧に組み立ててほしかったです。
どの部品でも、ばらすと当たりが変わりますので、調子の悪い時意外は出来るだけそのままが無難と思います。
やはり最初からきちんと組み立るべきですね。
それと、シフターフォークの回り止めとして使われているテーパーノックピンをセットしているセットボルトが一箇所緩んでました。
テーパーノックピンも少し動いてましたので、危ないところでした。
最悪、歯に噛んで大事となるところでした。
このセットボルトもいわゆるマイナス頭でしたので、締め方が甘かったのだと思います。
その他、ギヤーの当たりやシャフトとのガタなど、特に問題はありませんでした。
ついでにあと2台の汎用旋盤のヘッドのフィルターのドレインボルトを抜き清掃しておきました。
2台とも油の状態や汚れなど特に問題はありませんでした。
抜いた油の分、新しい油を補給し漏れがないことを確認し終了しました。
今回のヘッドの油交換は、高回転での加工時の発熱の原因追及が主な目的ですので、蓋を開けて各部を入念に点検しました。
一番チャックに近いベアリングの予圧調整に話を戻しますが、
「新しい機械を購入して約3年位使ってから、このベアリングは少し締めるのが本当は理想的です」
と書きましたが、あくまで機械の個体差や使用状況によって当然変わります。
うちの三台の汎用旋盤のうち、二台(MR-1500・MS-850)は新品で購入してますが、MR-1500は約三年経ったころ、ここのベアリングを少し締めましたが、
今回油交換したMS-850の方は調整せず23年間使い続けています。
繰り返しになりますが、この機械は一番チャック側のベアリングの予圧が強め(締めすぎ)になっていましたので。
ほんの少しのことですので、不具合とまでは言えませんが・・・
ビビリや加工面の状態とも問題ありませんので念のため。
最後に、これで高回転での発熱の問題が解決してくれることを祈りつつ仕事を進めていきます。
ちょうどもう少しで、リピート品で最高回転を使う数物を加工しますので、調子がわかると思います。
メーカーさんに対して厳しいことを言いましたが、ほんの少しのことで機械の精度や寿命が少なからず変わってきます。
また、ほんの少しのことが出来るか出来ないかで腕の差が表れ、またそこを上達しようと努力することによって、職人としての力量が付いてくると思います。
私自身も、ほんの少しのことが出来る(解る)職人でいたいと思います。
電子書籍
「未来職人を育てる極意」 :時代遅れの町工場からハイテク化にもの申す
に当社の技術伝承の考え方を詳しく書いてます。
アマゾンより@99円でお求め頂けます。
ホームページもぜひご覧ください!
汎用旋盤職人養成
西尾鉄工所のホームページ
![]()