![]()
2017/6/6 ものづくりニュース
【振動の三種類の測定パラメータ】vol.2 各測定パラメータの適用周波数
機械振動とは、『機械系の運動または、変位を表す量の大きさが、ある平均値または基準値よりも大きい状態と小さい状態とを交互に繰り返す時間的変位』と定義されます。
その振動を測定して表現する場合、「変位」、「速度」、「加速度」の三種類の測定パラメータで表現することができます。
前回は振動の「変位」、「速度」、「加速度」という各測定パラメータの周波数と振幅の大きさについて説明しましたが、今回はさらにそこから見えてくる各測定パラメータの特徴と適用範囲に関して説明します。
各測定パラメータの適用周波数
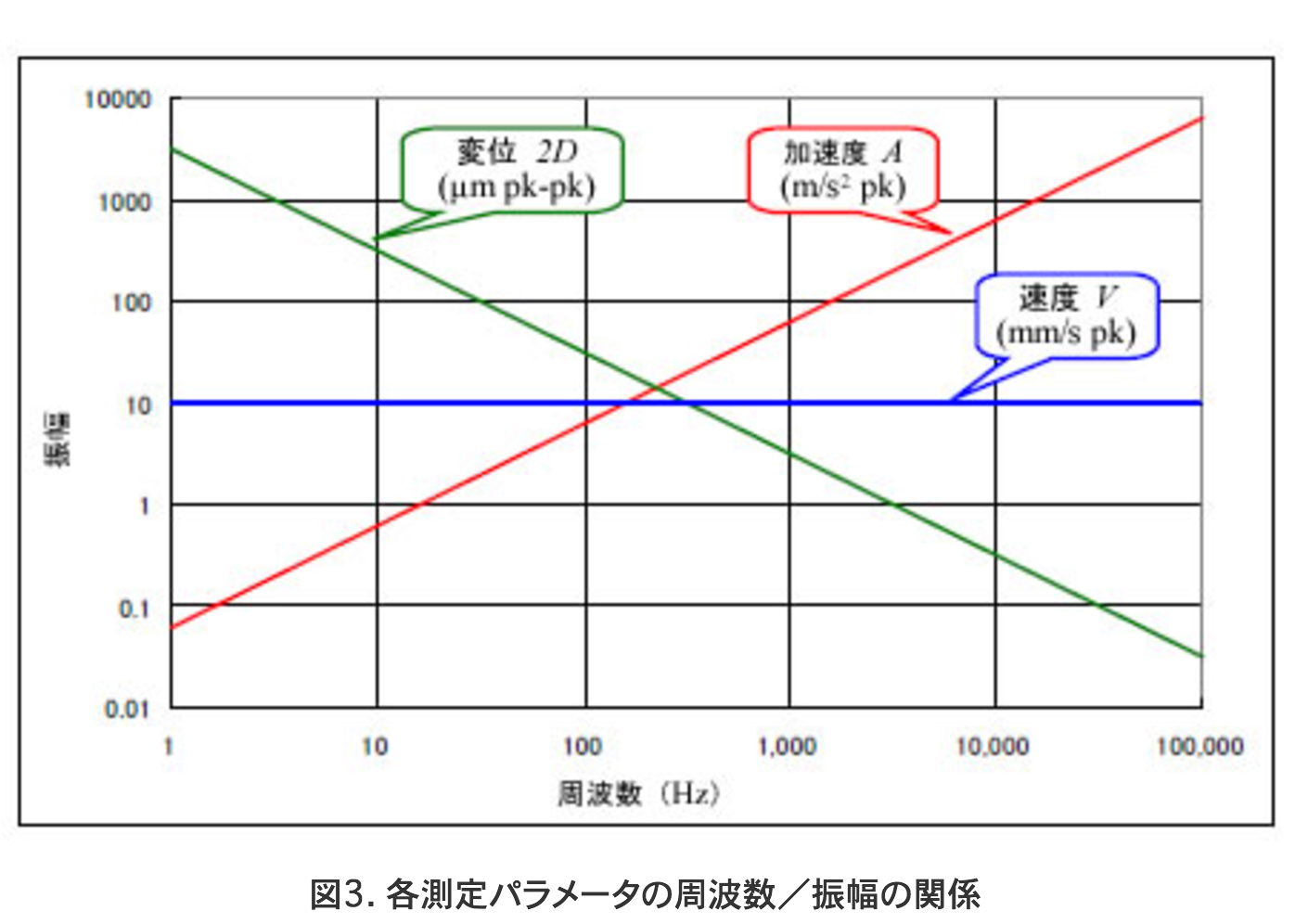
まずは前回最後に説明した、全周波数帯域において振動速度Vが一定の値で振動するものがあると仮定した場合の振動変位と振動加速度の特性を示した図3に登場してもらいます(図3では、V = 10 mm/s pk 一定としています)。
振動変位の振幅値は振動周波数に反比例することが分かります。
つまり、振動変位は周波数が低ければ低いほど大きな振幅となり、逆に周波数が高くなるとどんどん小さな振幅となり実用的に測定できないような値になることが分かります。
したがって、振動変位の測定は低・中域周波数の振動測定には有効であるが、高域周波数の振動測定にはあまり適していないと言うことができます。
次に振動加速度の振幅値は周波数に比例していることが分かります。
振動変位の時とは逆で、周波数が高ければ高いほど大きな振幅となり、周波数が低くなると非常に小さな振幅となって有効な測定ができないような値になることが分かります。
したがって、振動加速度の測定は高域周波数の振動測定には有効であるが、低域周波数の振動測定にはあまり適していないと言うことができます。
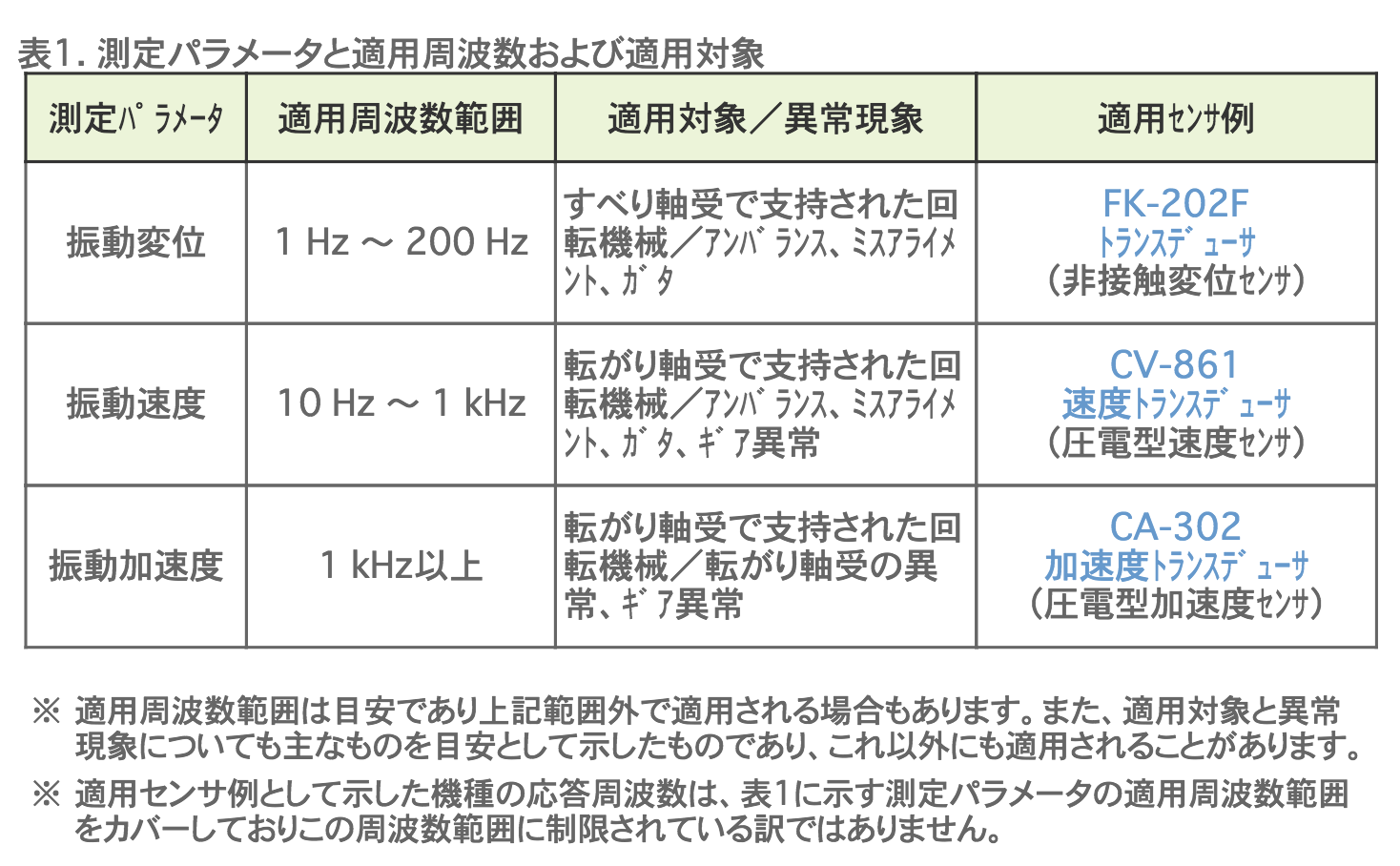
各測定パラメータの適用周波数は振動変位が1 Hz ~ 200 Hz程度、振動速度が10 Hz ~ 1 kHz程度、振動加速度が1 kHz以上というのが一般的な目安となります(これはあくまでも一般的な目安であり、これ以外の周波数範囲で適用される場合もあります)。
振動変位はアンバランスやミスアライメント、ガタなど機械の回転同期周波数の数分の一から数倍程度の比較的低い周波数に適用され、特に非接触変位センサはその特徴からすべり軸受で支持される回転機械の軸振動計測用として有効に適用されます。
振動加速度は比較的高い周波数成分の振動を発生する転がり軸受の異常検知に有効であり、圧電型加速度センサは転がり軸受で支持される回転機械のベアリング異常検知によく適用されます。
振動速度は転がり軸受で支持される回転機械においてもベアリング異常のような高域周波数となるような振動ではなく、比較的低域周波数の振動となるようなアンバランスやミスアライメント、ガタなど回転軸の振れ回りに起因するような異常振動検出に適用されます。
これらをまとめると表1のようになります。
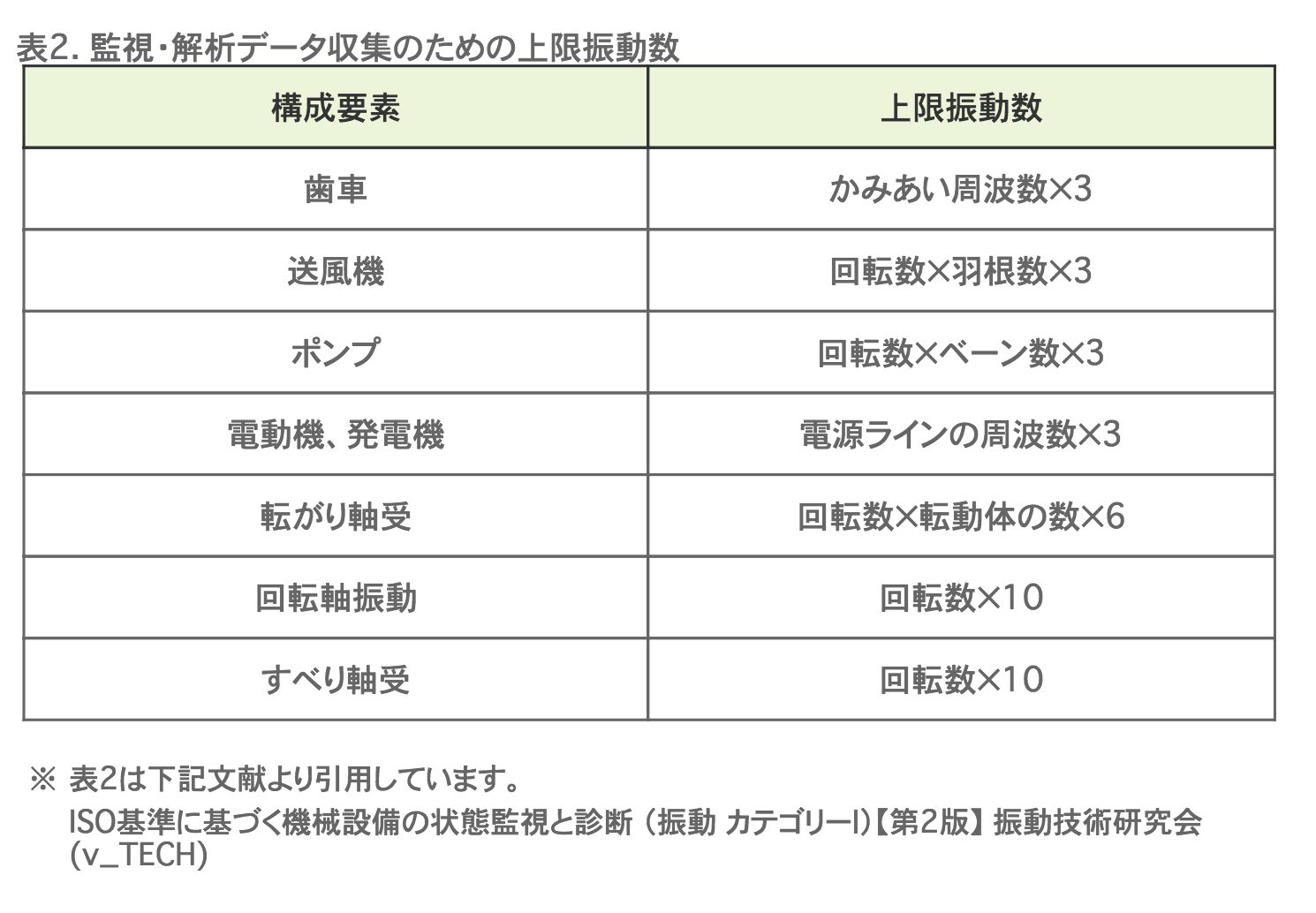
また、目安として、機械の状態監視や振動解析のためのデータ収集をする場合の上限振動数の推奨値を表2に示します。
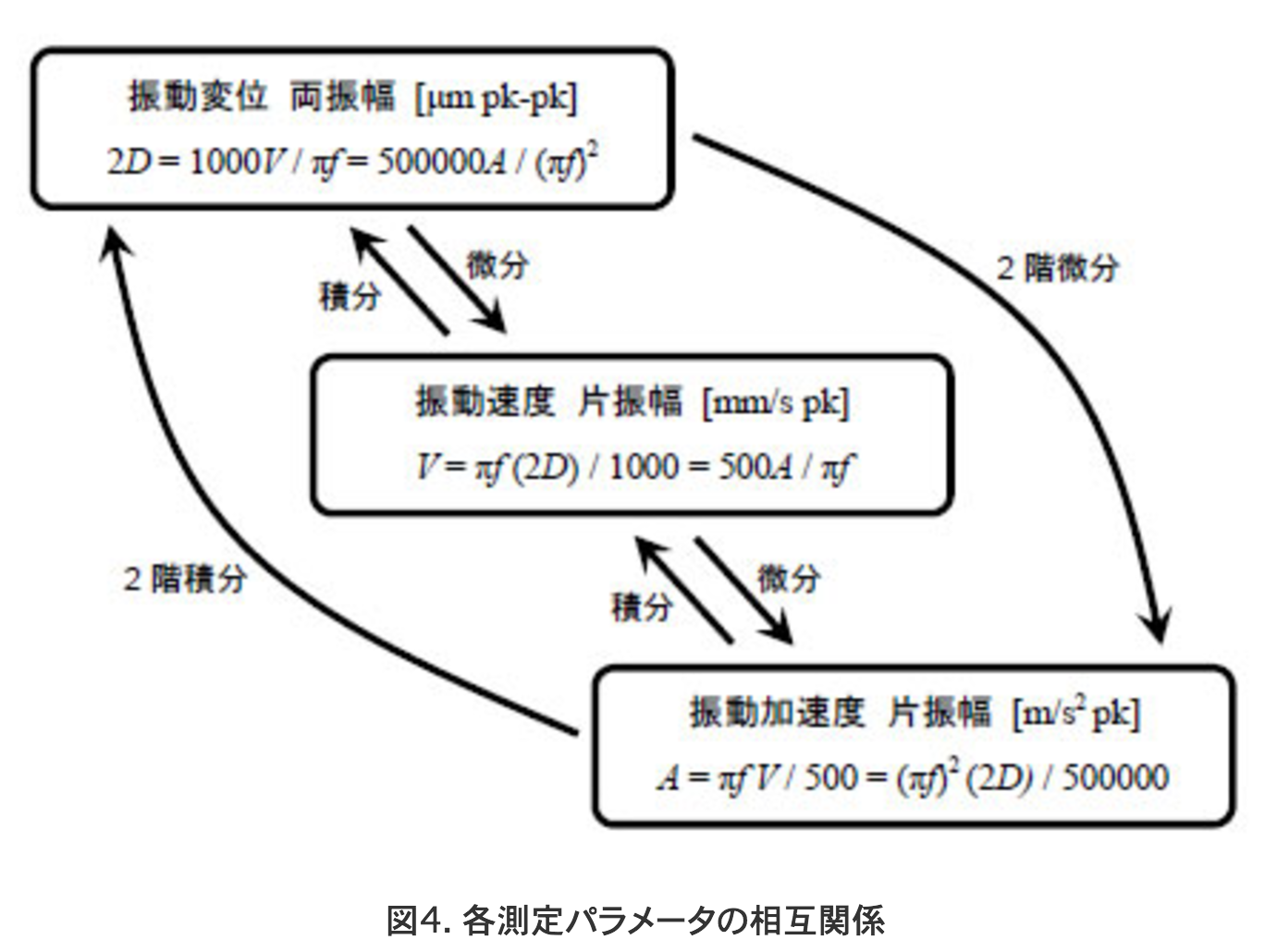
最後に各測定パラメータの相互関係を図4に示します。
変位、速度、加速度の関係はそれぞれ微分、積分の関係にあることも図に示しています。
なお、ここに示した振幅の計算値は前回の最初の時点で述べたように調和振動において当てはまるものであり、歪波形、つまり複数の周波数成分を持つような振動波形において適用することはできません。
しかし、他の周波数成分に比べて特定の周波数成分の振幅値が大部分を占めるような振動の場合には、ある測定パラメータの振幅値と周波数が分かっていれば、他の測定パラメータの振幅値もここに示す計算式を適用して目安とすることは可能だと考えます。
出典:『技術コラム 回転機械の状態監視や解析診断』新川電機株式会社
![]()